
БНБ
"БРОКГАУЗ И ЕФРОН" (121188)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Электрометаллургия
Определение "Электрометаллургия" в словаре Брокгауза и Ефрона
Электрометаллургия
Электрометаллургия*
— изучает способы получения чистых металлов или их сплавов при помощи электрического тока. Электрохимические методы извлечения металлов из руд и солей были разработаны еще в первой половине девятнадцатого столетия Беккерелем (1835), Сан-Клер-Девилем (1850), Бунзеном (1854) и их учениками, но в металлургическую технику они проникли сравнительно весьма недавно, именно с того времени, когда явилась возможность при помощи динамо-машин добывать дешево электрическую энергию в большом количестве (около 1878 г.). С этих пор развитие Э. быстро пошло вперед, и в настоящее время для её целей потребляется энергии свыше ½ миллиона лошадиных сил (HP). Это количество распределяется между отдельными производствами следующим образом: рафинирование меди, извлечение золота, серебра, никеля, свинца, олова и сурьмы — 28750 HP. (с 1875 г.); добыча алюминия — 76000 HP. (с 1883 г.); металлический натрий и, главным образом, едкий натрий — 130000 HP. (с 1884—1890 г.); карбиды — 387,000 HP. (с 1895 г.); железо и ферропродукты — 4 6000 HP. (с 1900 г.); всего 567750 HP.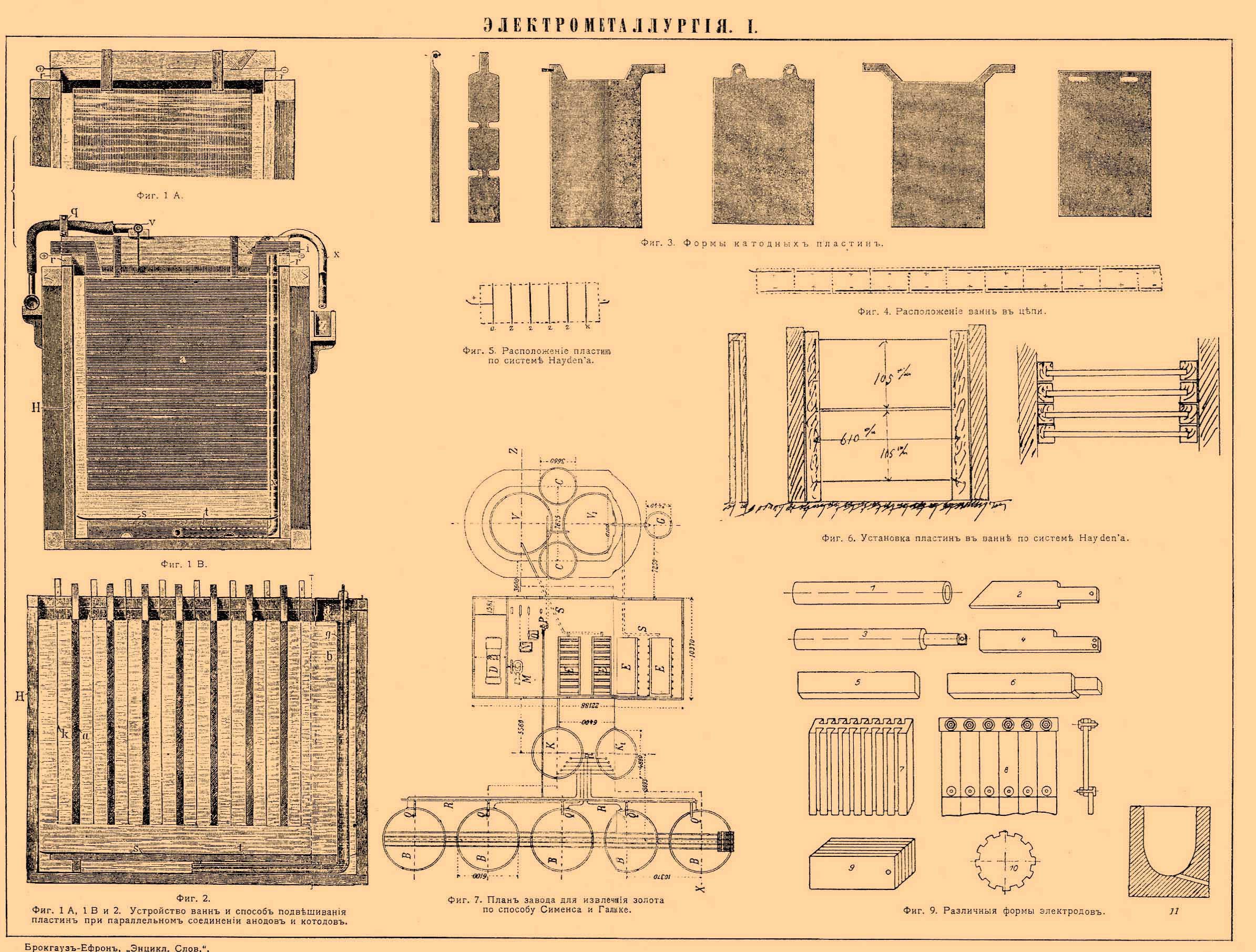
ЭЛЕКТРОМЕТАЛЛУРГИЯ I. Фиг. 1 и 2. Устройство ванн и способ подвешивания пластин при параллельном соединении анодов и катодов. — Фиг. 3. Формы катодных пластин. — Фиг. 4. Расположение ванн в цепи. — Фиг. 5. Установка пластин по системе Hayden'a. — Фиг. 6. Расположение пластин по системе Hayden'a. — Фиг. 7. План завода для извлечения золота по способу Сименса и Гальске. — Фиг. 9. Различные формы электродов.
Большая часть потребляемой энергии приходится на долю Сев. Америки, затем следует Франция, Швейцария и последнее место занимает Россия. В России имеется 4 Э.-металлургических завода, располагающих в сумме 4760 HP. Так как электрохимические способы представляются единственными и легко выполнимыми при многих технических процессах (разделение металлов, извлечение металлов группы щелочных, щелочноземельных и алюминия), то несомненно, что развитие электрометаллургии будет год от году увеличиваться.
Электрическим током можно пользоваться для: 1) электролитического осаждения металлов а) из водных растворов (процессы мокрого пути), b) из расплавленных солей и 2) тепловым действием вольтовой дуги (процессы сухого пути). Электролит (раствор соли или расплавленная соль) при прохождении через него тока разлагается на две части, из которых одна — катион (металл) — выделяется на отрицательном полюсе (катоде), а другая —анион (остаток соли), выделяясь на положительном полюсе (аноде), может или соединиться с веществом анода (случай "растворимого анода"), или же выделиться в свободном состоянии (случай "нерастворимого анода"). Первый случай имеет место при рафинировке металлов, обработке руд и сплавов, а второй при электролизе расплавленных солей. В том и другом случае для совершения электрохимической работы должна существовать между электродами цепи некоторая разность потенциалов — E. Величина этой электродвижущей силы может быть представлена в виде суммы двух слагаемых E = е 1 + е 2, где е 2 определяется по закону Ома e2 = JR, J — сила тока в цепи и R — сопротивление; величина же е 1 зависит от химических свойств электролита и электродов, концентрации электролита, температуры, давления, поверхности электродов и т. д. и называется электродвижущей силой поляризации (см.). В случае растворимых электродов е 1, хотя и может быть доведена до весьма малой величины, но на практике все-таки колеблется в пределах от 0,1—0,2 вольт; при нерастворимых электродах е 1 есть величина определенная для каждого данного случая. Очевидно, что осаждение металла на катоде может совершаться только тогда, когда E будет немного больше е 1; эта характерная для каждого электролита величина носит название "напряжение разложения" и может быть вычислена исходя из теплоты образования данной соли (см. Электрохимия). В свою очередь напряжение разложения может быть представлено суммой двух величин Р A и PK — напряжение разложения для аниона и таковое для катиона. В следующей таблице даны величины разложения для катионов:
| Величина PK | |
| Магний | + 1,24 volt |
| Алюминий | + 1,03 " |
| Цинк | + 0,51 " |
| Кадмий | + 0,16 " |
| Железо | + 0,09 " |
| Кобальт | —0,02 " |
| Никель | —0,02 " |
| Олово | — 0,09 " |
| Свинец | — 0,10 " |
| Сурьма | —0,38 " |
| Висмут | —0,50 " |
| Мышьяк | — 0,55 " |
| Медь | — 0,59 " |
| Ртуть | —1,03 " |
| Серебро | — 1,06 " |
| Платина | —1,07 " |
| Золото | —1,36 " |
В случае электролиза солей, имеющих общий анион, величина Р A , очевидно, будет одна и та же (для сернокислых солей — Р A = 1,83 volt) и порядок величин для "напряжения разложения" будет тот же, что и в приведенном столбце. Отсюда вытекает важное следствие: из смеси солей с общим анионом катионы будут выделяться в порядке возрастания величины Р K, так, например, из смеси сернокислых солей меди и железа при напряжении не выше 1,8 volt будет выделяться только одна медь. Таким образом, тяжелые металлы могут быть осаждены из смеси растворов солей последовательно один за другим; этим пользуются для рафинирования нечистых металлов и обработки руд электрическим током. Для каждого отдельного случая опытным путем устанавливают наибольшее допустимое напряжение или иначе, говоря, наибольшую плотность тока, т. е. J = (Е — е 1)/R (из формулы E = е 1 + е 2, где е 2 = JR) число ампер, приходящееся на единицу поверхности катода. Чем чище хотят получить металл, осажденный на катоде, тем меньше должна отличаться плотность тока от требуемой величины; для хорошего осаждения меди J = 30 ампер на 1 кв. метр поверхности; работа при J = 100—200 ампер требует специальных условий и дает металл не вполне чистый, но зато производство ускоряется в соответственное число раз. Количество осажденного током вещества пропорционально силе тока, времени и электрохимическому эквиваленту (см.).
| I. | II. | III. | IV. | V. | |||
| Атомный вес | Химический эквивалент | Электрохим. эквивалент в мг | Вес тела, выделенного 1 ампер-часом (в граммах) | Колич. вещества, осаждаемое в течение часа при затрате энергии, эквивалентной 1 HP. в кгр. | Электролит | ||
| Одноатомные | H. | 1,0032 | 1,0032 | 0,010392 | 0,037 | 0,027534 | Вода, кислоты |
| Na | 23,058 | 23,058 | 0,238857 | 0,857 | 0,632875 | Галоидн. соли | |
| К | 39,136 | 39,136 | 0,405409 | 1,453 | 1,074171 | ||
| Li | 7,030 | 7,030 | 0,072823 | 0,263 | 0,192951 | ||
| Сu | 63,44 | 63,44 | 0,657175 | 2,353 | 1,741248 | Соли закиси | |
| Hg | 200,4 | 200,4 | 2,075943 | 7,452 | 5,500421 | ||
| Ag | 107,938 | 107,938 | 1,118129 | 4,025 | 2,962594 | ||
| Двухатомные | Сu | 63,44 | 36,72 | 0,328587 | 1,185 | 0,870624 | Соли окиси |
| Hg | 200,4 | 100,2 | 1,037972 | 3,726 | 2,750210 | ||
| Zn | 65,38 | 37,69 | 0,338635 | 1,218 | 0,897247 | Галоидн. соли | |
| Cd | 112,08 | 56,04 | 0,580518 | 2,087 | 1,538140 | ||
| Mg | 24,376 | 12,188 | 0,126276 | 0,454 | 0,334580 | ||
| Ca | 40,00 | 20,00 | 0,207180 | 0,745 | 0,548944 | ||
| Si | 87,52 | 43,76 | 0,453309 | 1,631 | 1,201087 | ||
| Ba | 137,04 | 68,52 | 0,709798 | 2,552 | 1,880680 | ||
| Fe | 56,00 | 28,00 | 0,290052 | 1,043 | 0,768521 | Соли закиси | |
| Co | 59,55 | 29,775 | 0,308479 | 1,102 | 0,817347 | То же | |
| Ni | 58,88 | 29,44 | 0,305009 | 1,099 | 0,808153 | То же | |
| Cr | 52,15 | 26,075 | 0,270105 | 0,976 | 0,715670 | То же | |
| Pb | 206,911 | 103,455 | 1,071695 | 3,859 | 2,839562 | Соль окиси | |
| Sn | 118,10 | 59,05 | 0,653352 | 2,202 | 1,020755 | Соли закиси | |
| Трехатомные | Al | 27,08 | 9,027 | 0,093541 | 0,339 | 0,247846 | Соли окиси |
| Fe | 56,0 | 18,66 | 0,193368 | 0,692 | 1,804653 | ||
| Cr | 52,15 | 17,38 | 0,180070 | 0,651 | 0,477113 | ||
| Au | 197,25 | 65,75 | 0,681104 | 2,453 | 1,804653 | Галоидн. соли | |
| Bi | 208,01 | 69,34 | 0,718258 | 2,590 | 1,903096 | Соли окиси | |
| Sb | 120,34 | 40,113 | 0,415361 | 1,502 | 1,100540 | Сульфосоли | |
| As | 75,00 | 25,00 | 0,258975 | 0,925 | 0,686180 | Мышьяковист. кисл. | |
| Четырехатомн. | Sn | 113,10 | 29,525 | 0,317676 | 1,824 | 1,336882 | Оловян. кисл. |
| Pt | 194,83 | 48,71 | 0,504560 | 1,101 | 0,810577 | Галоидн. соли | |
В вышеприведенной таблице даны величины электрохимических эквивалентов в миллиграммах, количество вещества, осажденного током ампер-час и вес осажденного металла при затрате энергии, эквивалентной лошадиной силе в 1 час при напряжении тока в 1 вольт.
Если P есть мощность машины, выраженная в лошадиных силах, k —коэффициент полезного действия (около 0,7), V — требуемое напряжение для разложения электролита и g — число, взятое из V столбца таблицы, то вес G вещества, осажденного током за 1 час, определится по формуле G = k P/Vg. Эта формула служит основанием для всех расчетов. В качестве источника электрической энергии обыкновенно применяют динамо-машины специальной конструкции (многоамперные), приводимые в действие от водяного или парового двигателя. Утилизация водяной силы представляет громадные преимущества в отношении экономичности производства, поэтому более 80 % всей расходуемой энергии доставляется водяной силой. Из приведенной таблички видно, что при пользовании паровой машиной стоимость одного килограмма металла увеличивается, примерно, в десять раз:
| Стоимость 1 кг металла, произведенного с помощью: | ||
| Паровой машины | Водяной силы | |
| Свинец | 0,10 франк | 0,01 франк. |
| Медь | 0,27 " | 0,03 " |
| Железо | 0,42 " | 0,04 " |
| Никель | 0,35 " | 0,04 " |
| Цинк | 0,36 " | 0,04 " |
| Алюминий | 1,90 " | 0,21 " |
| Магний | 1,90 " | 0,21 " |
| Натрий | 1,34 " | 0,14 " |
I. Электролиз мокрого пути. Осаждение из водных растворов ограничивается в технике следующими металлами: медь, золото, серебро, никель, олово, цинк, свинец и сурьма. Медь, поступающая на электрометаллургические заводы для очистки, содержит до 10 % примесей; задача рафинирования состоит в том, чтобы получить на катодах чистую медь в виде плотного и однородного отложения, а примеси, заключающиеся в сырой меди, должны остаться на анодах в твердом виде (анодный шлам) и только частью перейти в раствор. Kiliani рядом своих работ, относящихся еще к 1885 г., указал на те условия, при которых рафинирование меди может совершаться правильно и экономично. Эти условия будут: 1) плотность тока, 2) состав электролита, 3) однородность и температура раствора. При плотности тока = 20 ампер и при составе электролита ванны 150 г CuSO 4, 50 г H 2SO4 на 1 литр воды, золото, серебро, платина, висмут и отчасти олово, сурьма, сернистая медь, закись меди остаются на аноде в виде шлама, в раствор же переходит железо, никель, кобальт, цинк в виде сернокиcлых солей, а выделяющаяся на катодах медь содержит почти 100% металлической меди. При продолжительной работе состав раствора, очевидно, должен сильно изменяться и для сохранения его однородности прибегают к постоянному перемешиванию и удалению находящихся в нем примесей. Перемешивание электролита достигается циркуляцией раствора из одной ванны к другой, для чего ванны располагаются уступами и соединяются между собой посредством сифонов, но лучшие результаты дает перемешивание при помощи вдуваемого воздуха. При вдувании воздуха соль закиси железа окисляется в соль окиси, мышьяковистая кислота в мышьяковую, что в результате дает нерастворимую мышьяковую соль окиси железа.
На фиг. 2 представлено устройство для вдувания воздуха по системе братьев Borchers. В свинцовую трубу b, идущую с поверхности жидкости под середину "тарелки" t для собирания шлама, входит стеклянная трубка g, оканчивающаяся отверстием небольшого диаметра. При помощи пробки трубка удерживается в свинцовой коробке d, покрывающей отверстие трубы b. Через стеклянную трубку продувают воздух, который входит очень тонкой струёй и насыщает столб жидкости в трубе. Удельный вес жидкости, насыщенной воздухом, становится меньше, и через трубу b устанавливается в ванне непрерывная циркуляция электролита. В последнее время стали нагревать электролит иногда до 60° Ц. — нагревание способствует осаждению сурьмяных и висмутовых соединений. Соблюдение таких условий позволяет довести плотность тока до 200 ампер на 1 кв. м. поверхности, т. е. увеличивает скорость осаждения в 5—7 раз против прежнего и дает экономию в расходах на производство до 25%. Медь, которую хотят подвергнуть рафинированию, отливают в пластины определённого размера: 70—100 см длины, 40—70 см ширины и до 3 см толщины. Анодным пластинам часто придают форму, изображенную на фиг. 3. Катодами служит тонкая (1 мм) пластинка из чистой меди. Разложение производят в деревянных (реже в бетонных) сосудах, выложенных внутри свинцовыми листами. На края ванны кладут деревянную раму, к которой прикрепляют медные провода для тока; раму обыкновенно проваривают в масле, чтобы она не впитывала жидкости. На дно ванны помещают свинцовую трубу, служащую сифоном, и свинцовую "тарелку" — пластину с загнутыми краями — для собирания шлама. Анодные пластины вешают за отростки на края ванны, изолировав при помощи резины от отрицательного провода. Катоды подвешиваются на деревянных брусках при помощи крючков из медной ленты; один из крючков соединяется с отрицательным проводом (см. фиг. 1). При таком способе все катоды и аноды соединены параллельно друг с другом, а ванны последовательно (см. фиг. 4).
В Америке иногда применяют другую систему — систему последовательного соединения анодов и катодов — систему Hayden'a. В ванне имеется только один катодный лист и один анодный; между этими листами помещают ряд медных пластин, которые исполняют двойное назначение: медь растворяется на одной стороне (анодная сторона) и осаждается на другой (катодная сторона). На фиг. 5 представлено расположение ванн и листов, как это применяется на заводе Copp e r Rolling and Refining Company в Балтиморе в Северной Америке. На этом заводе подвергают рафинированию серебросодержащую медь с завода "Anacondamine", содержание Ag = 2,60 % — 1,95 %. Медь отливают в толстые пластины, которые затем прокатывают в горячем состоянии в полосы шириной 30,5 см и толщиной 5 — 8 мм; полосу режут на куски в 61 см длины, их вытягивают и выравнивают под паровым молотом так, чтобы каждая пластина имела строго определенные размеры, равные 61 х 30,5 см. Обделанные пластины вставляют по 2 штуки в пазы деревянных брусьев (см. фиг. 6), края пластины, прилегающие к деревянным брусьям, обмазываются смолой и брусья с пластинами ставятся в ванны вплотную. Ванны сделаны из шиферного камня и вмещают 130 пластин. Напряжение для такой ванны равняется 17 вольтам, плотность тока 194 ампера на 1 кв. м. Электролитом служит раствор медного купороса, нагретый до 47° Ц. Работа продолжается до 12 дней, и в сутки перерабатывают 180 тонн меди. По окончании осаждения раствор спускают из ванн, споласкивают пластины водой и вынимают вместе с деревянными рамами. Наросшая катодная медь легко отламывается в том месте, где пластины были смазаны смолой; количество анодных остатков при этом способе довольно значительно (около 20 %), и электролитическая медь не отличается особенной чистотой, в силу этих обстоятельств распространение такого расположения электродов ограничено и главная масса меди перерабатывается по первому способу (способу параллельного соединения анодов и катодов). Самыми большими заводами по производительности электролитической меди являются американские заводы Raritan Copper Works (United Metal Selling C°) и Anaconda Mining С°, производительность завода рассчитана на 200 тонн электр. меди в сутки для первого и 150 тонн для второго. Завод Anaconda Mining С°: завод имеет 9 динамо-машин в общей сложности на 2500 kilowatt; динамо-машины приводятся в действие паровыми машинами, осаждение меди производят в деревянных чанах размерами 2,5 м длины, ширина 1,0 м и глубина 1 м; число чанов около 1400. Пластины подвешивають по первому способу, т. е. в каждой ванне катодные и анодные пластины соединены параллельно. В одну цепь включают 200 чанов: два отделения, каждое по 10 рядов и в каждом ряде 10 чанов. Загрузка и разгрузка чанов происходят при помощи электрических кранов; полная нагрузка чана равняется около 4 тонн, листы остаются в ванне до 30 дней. Рафинированная медь переплавляется в штыки и поступает в продажу. Стоимость рафинировки 1 тонны 18 — 30 руб. Ежедневное производство электролитической меди на земном шаре достигает 880 — 890 тонн. В следующей таблице сгруппированы данные, относящиеся к 1902 г.
| Число заводов | Материал, перерабатываемый на заводах | Общая ежедневная производительность т | Наибольшая производительность одного завода | Число машин и мощность (квт) | Мощность на производство 1 т меди, квт | |
| Америка | 10 | Сырая медь содержащая Au, Ag, (Pt) и Ni | 789 | 200 | 45—11634 | 14 |
| Англия | 6 | Bottoms (Au, Ag) | 83 | 20 | 22—2380 | 28 |
| Германия | 9 | Сырая медь (Au) Ag | 24,4 | 10 | 34—288 | 14 |
| Австро-Венгрия | 2 | Черная медь (90 % Сu) | 0,37 | 0,25 | 4—18 | 50 (?) |
| Франция | 4 | Сырая медь | 15,38 | 10 | 11—720 | 40 |
| Россия | 2 | Сырая медь | 2,2 | 1,4 | 3(?)60 | 27 |
| Япония | 1 | ? | ? | ? | ? | ? |
| 34 | — | 914,35 | — | 117—14812 | — |
Таким образом, на долю американских заводов приходится до 86,5 % общего количества электролитической меди; годовая производительность американских заводов достигает до 278860 тонн, т. е. более половины всего количества добываемой в мире меди; при переработке получают как побочный продукт 250000 унц. золота и 27000000 унц. серебра (1 унц. = 31,4 грамма). В России действуют два завода: один на Кавказе (Сименса) и другой около Нижнего Новгорода (Николаева). Анализ меди "электро" (чистой): Cu — 99,9937%; Ag — 0,0040%; Sb — 0,00080%; Fе — 0,00002%; О — 0,00020%.
Об обработке медных руд и шламов см. Гальванометаллургия (см.). Анодный шлам, содержащий золото и серебро, поступает в плавку; золото отделяется от серебра обычными способами (см. Пробирное искусство). Обработка золотых и серебряных руд электрическим током не получила большого распространения. Barker, Bonnet и Molloy предлагали соединить процесс амальгамации с электролизом раствора, в котором обрабатывалась руда; в качестве катода употреблялась ртуть, анода — уголь, а электролитом служила вода; в более поздних патентах воду заменили раствором цианистого калия (Edwards) или нагретым до кипения раствором поваренной соли (Haycraft). Эти способы оказались неудовлетворительны и теперь оставлены; также непрактичным оказался способ Cassel'я (см. Золото). Сравнительно большим распространением пользуется способ фирмы Сименса и Гальске — обработка золотых руд цианистым калием при доступе кислорода воздуха и последующее затем осаждение металла из раствора током на свинцовые катоды. Фигура 7 представляет расположение завода на рудниках Band Central Reduction Compagny около Johannesburg'a в Tpaнсваале. В — экстракционные чаны (6 м диам. и 3 м вышины), в которых происходит обработка руды раствором KCN. Концентрация раствора зависит от свойств руды: для крупнозернистых колчеданных руд берут 0,05 — 0,1% KCN, обработка продолжается две или три недели; для остатков после амальгамации (мелкий песок) тот же раствор в продолжение 5—7 дней и, наконец, для шлама 0,01% процентный раствор в течение 4—5 часов. Обработка происходит при постоянном перемешивании раствора. По окончании выщелачивания раствору дают отстояться, на что требуется около 8—12 часов. Затем раствор переходит в сборные отстойные чаны К и К 1 и отсюда в осадительные деревянные ящики Е. В них висят тонкие свинцовые катоды (2,5 х 1 метр), натянутые на деревянные рамы, анодом служат железные листы толщиной 3 мм. Работу ведут при напряжении 2 вольта на каждую ванну и при плотности тока в 0,5 ампера на кв. метр поверхности катода. D — паровой котел, М — машина, N — динамо-машина, P — насос, V1 и V2 — сборные чаны для отработавшего раствора. На тонну остатков расходуется 0,12 кг KCN. В день перерабатывается до 100 тонн руды. Извлечение золота достигает 86,476 % общего содержания.
Разделение сплавов, содержащих драгоценные металлы (посеребренные и позолоченные предметы), производится по способу Рёслера, Борхерса, Dietzel'я, Moebius'a и др. Сплав подвергают грануляции и подвергают электролизу в аппаратах, где анодное и катодное пространство разделены диафрагмой. Электролитом служит разбавленная азотная кислота или её соли, большей частью азотномедная соль. По способу Моеbhis'a рафинируют бликовое серебро 95 пробы. Бликовое серебро отливается в пластины толщиной до 8—10 мм, который служат анодами, в качестве катодов применяют серебряные пластины из тонкой жести. Пластины помещают в деревянные баки, разделенные по длине на семь отделений; в каждое отделение ставится 4 катодных пластины и 3 анодных. Электролитом служит слабый раствор азотнокислого серебра, подкисленный азотной кислотой. Серебро отлагается на катодах в виде серого порошка или в виде кристаллов; чтобы не произошло короткого замыкания, кристаллы время от времени счищают при помощи деревянной вилки, охватывающей катод с обеих сторон. Серебро падает в ящик, на дно которого перед началом работы постлан холст. Золото, которое остается на поверхности анодов, удерживается при помощи холщевых мешков, окружающих анодные пластины. Плотность тока равняется 200 ампер на 1 кв. метр, напряжение поддерживается равным 1,5 на каждое отделение ванны. Через двадцать четыре часа производят очистку ванн. В более поздних аппаратах Moehius'a серебро осаждалось на подвижной ленте из серебряной жести и выносилось из сосуда, где происходил электролиз.
Никель добывается в настоящее время в большом количестве при электролизе медно-никелевых анодов на заводе "Canadian Copper С°" в Сев. Америке. Никель, полученный электролитически, отличается большей чистотой и отсутствием серы, мышьяка и кремния. Завод "Canadian Copper С°" перерабатывает шпейзу такого состава: 13,2 % Cu; 17 % Ni, 0,45 % Co, 42 % Fe, 21,4 % S; 65 г Ag, 12 г Pt и 12 г Pd на 1 тонну шпейзы. Шпейза предварительно измельчается до величины зерна в 1 мм и обжигается в печах для удаления серы; после обжига продукт поступает в отражательные печи, действующие на древесном угле, где подвергается восстановительному плавлению. Окончательный продукт состава 54,3% Сu, 43,8% Ni, (остальное Fe и S) отливается в пластины 75 см длины, 60 см ширины и 2½ см толщины — эти пластины служат анодами. В аноды отливается не все количество металла, а только его половина, другую часть гранулируют, и она служит для приготовления электролита. Ванны, в которых происходит осаждение меди, сделаны из бетона; размеры их следующие: 256 см длина, 85 см ширина и 67 ½ см глубина; каждая вмещает 1,534 куб. м электролита. Каждые 24 ванны соединены последовательно, напряжение для такой группы поддерживается равным 6—10 вольтам и сила тока — 500 ампер. В качестве электролита употребляют раствор хлористых металлов с прибавкой поваренной соли; в 1 литре электролита содержится 44,3 г Сu, 55,6 г Ni и 100 г NaCl. Катоды удаляют через три — четыре недели. Содержание меди в растворе понижается до 1,25%; это количество меди осаждают помощью сернистого натрия, раствор отфильтровывают и пропускают через него струю хлора, чтобы окислить хлористое железо в хлорное. Железо осаждают едким натром, и жидкость выпаривают в особых печах до такой степени, что поваренная соль выкристаллизовывается полностью; после этой операции раствор хлористого никеля поступает в ванны для осаждения металлического никеля. Ванны сделаны из бетона длиной 237 см, шириной 71 см и глубиной 40 см. Катодом служат полосы из никелевой жести длиной 38 см и шириной 14,7; анодом — графитовые пластины, окруженные диафрагмой в виде трубки эллиптического сечения (большая ось эллипса = 16,25 см и малая 8,75 см), не доходящей до дна ванны. Анодные диафрагмы соединены особой трубкой для отвода газообразного хлора. Напряжение на каждую ванну поддерживается равным 3,5 вольтам, число ванн = 16, сила тока около 900 ампер; в сутки осаждается 454 килограмма никеля.
Электрометаллургические способы получения цинка и свинца из водных растворов являются весьма несовершенными. Главное препятствие заключается в том, что металл осаждается на катоде в форме губки; причина этого пока не выяснена. Nahnsen полагает, что при электролизе цинк поглощает кислород и при этом образуется незначительное количество окиси цинка. Если поддерживать в электролите щелочную реакцию прибавлением или едких щелочей, или окиси цинка, работать при низких температурах и с большой плотностью тока (500—700 ампер на 1 кв. метр), то осаждение идет удовлетворительно и металл получается довольно плотным. Способы Letrange'a, Blas et Miest'a, Kiliani (см. ст. Гальванометаллургия) оказались невыгодны и были оставлены. Борхерс предлагает вести электролиз расплавленного ZnCl 2. В 1878 г. Кеith'ом был предложен способ электролитической рафинировки веркблея; способ применялся в Америке компанией "Electrometall Reffining С°" в течение нескольких лет, но был оставлен. Свинцовые руды Калифорнии, Невадо, Колорадо плавились обыкновенным способом в пламенных печах (см. Свинец), веркблей с содержанием Рb — 96,36% и 0,55% Ag подвергался электролизу в растворе уксуснокислого свинца. Чистый свинец выделялся на катоде в виде губки и, по мере накопления, падал на дно ванны. По Blas'y и Miest'y разлагают током сернистые руды свинца, спрессованные при высокой температуре в пластины; пластины служат анодами, электролит — раствор азотнокислого свинца. Этот способ тоже не получил распространения. В последнее время в Америке применяется способ Betts'a, дающий весьма удовлетворительные результаты. На заводе в Тrаil'е (British Columbia) добывают ежедневно до 10 тонн, а в скором времени производство хотят увеличить до 30 тонн. Рафинировке подвергают веркблей от компании "Metallurgica Mexiсаnа" с 0,75 % Сu, 1,22 % Вi, 0,936 % As, 0,683 % Sb и 1,1% Ag, Au — 50 г в тонне. Аноды из веркблея имеют ту же форму и размеры, какие приняты для медных анодов (75 см длины, 65 см ширины и 25 см толщины). В каждую ванну помещают 22 анода и 23 катода. Катодами служат тонкие свинцовые листы, прикрепленные на железных пластинах. В качестве электролита применяют кремнефтористоводородную кислоту, к которой для увеличения электропроводности прибавлен кремнефтористоводородный свинец. Завод покупает 35 % плавиковую кислоту, разбавляет ее равным объемом воды и насыщает кварцевым песком; содержание свинца в жидкости достигает 100 г на литр. Каждая ванна вмещает 1,25 куб. м. раствора; ванны соединены последовательно в группы по 28 штук. Напряжение для каждой такой группы держится в пределах 10—12 вольт и плотность тока равняется 107 ампер на кв. метр. Через 7—9 дней толщина катода достигает 7,5 мм и их вынимают из ванны. Отложение свинца получается достаточно плотное. Анодный шлам состава 28—23 % Ag, 10—16 % Pb, 9—22 % Cu, 27—21 % Sb, 12—6 % As, 1½— % Fe идет в плавку на заводе "Seatle Smelting and Refining Works". Ha 1 тонну свинца расходуется 260000 ампер-часов, что соответствует стоимости рафинировки 60 центам на тонну свинца при цене 6 долларов за тонну угля. Чистый свинец имеет такой состав 0,0027 % Cu, 0,0037 % Bi, 0,0025 % As, 0,00% Sb, 0,010 % Ag, 0,0022 % Fe, 0,0018 % Zn, 99,9771 % Pb.
Олово. Электролитические способы получения олова нашли применением только для снятия металлического олова с жестяных отбросов и при переработке оловянных сплавов. По способу Smit'a перерабатывались обрезки жести, в которых содержание олова достигало в среднем до 5 %. Электролитом служила серная кислота, разбавленная 9 объемами воды; аноды состояли из обрезков жести, загруженных в деревянные ящики-корзины, катоды — луженые железные пластины. Работа велась в 8 ваннах при загрузке 550 килограмм жестяных обрезков. Ванны соединялись последовательно, и на каждую ванну приходилось 1,9 вольт напряжения; сила тока колебалась около 240 ампер. Отложение олова получалось довольно плотным кристаллическим слоем. В неделю перерабатывали до 6 тонн обрезков. К недостаткам этого способа надо отнести то обстоятельство, что в электролит переходит бесполезно большое количество железа. Поэтому в последующих патентах кислую жидкость заменили щелочной (способы Minet, Borchers'a, Keith'a и др.). По рецепту Вальдбриджа, берут: 1) на 3 кг едкого натра, 1 кг азотнонатровой соли и 7 литров воды, или 2) 20 кг едкого кали, 4 кг поваренной соли и 7 литров воды. Электролит держат нагретым. Олово часто осаждается в виде шлама, и в такой форме его очень трудно сплавить, но в таком случае оловянный шлам перерабатывают на оловянные соли.
Сурьма. Обработка сурьмянистых руд электрическим током с достаточной полнотой изучена Borchers'oм. Сурьмяные руды, из них самым подходящим материалом является сурьмяный блеск, выщелачивают нагретым раствором сернистого натрия, соблюдая такое отношение между сернистым натрием и сернистой сурьмой, чтобы в растворе на одну молекулу Sb 2S3 приходилось три молекулы Na 2 S. Сернистая сурьма, соединяясь с Na 2 S, дает сульфосоль Nа 3SbS3. По окончании выщелачивания к раствору прибавляют 3% поваренной соли и дают отстояться. Светлый раствор переводят в железные ванны для разложения током. При электролизе сурьма выделяется в порошковатом состоянии и не отличается особенной чистотой, поэтому сурьму сплавляют с прибавкой небольшого количества сурьмяной обманки.
II. Электролиз расплавленных солей. Электролиз расплавленных солей производится в особых тиглях, сделанных из огнестойкого и прочного материала. Смотря по обстоятельствам, тигли служат или анодами, или катодами. Другой электрод, часто подвижный, имеет форму цилиндра или бруска; такие электроды делают из угольной массы, в состав которой вхо
| "БРОКГАУЗ И ЕФРОН" >> "Э" >> "ЭЛ" >> "ЭЛЕ" >> "ЭЛЕК" |
Статья про "Электрометаллургия" в словаре Брокгауза и Ефрона была прочитана 5033 раз
| Сингапурский салат |
| Сингапурский салат |
TOP 15
- Волос
- Проно
- Степные животные
- Гимнастика
- Индийский океан
- Архитектура
- Сравнение, в литературе
- Манда
- Клитры
- Колесование
- Испарение
- Травоядные животные
- Оплодотворение у pacтений
- Вредные насекомые
- Электризация тел