
БНБ
"БРОКГАУЗ И ЕФРОН" (121188)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Чугун закаленный
Определение "Чугун закаленный" в словаре Брокгауза и Ефрона
Чугун закаленный — под именем изделий из закаленного Ч. известны чугунные отливки, отличающиеся весьма твердым поверхностным слоем (не уступающим в твердости закаленной стали) и в то же время мягким, вязким ядром. Сочетанием этих двух противоположных свойств (при условии, что жесткий слой сливается с вязким слоем не непосредственно, а переходит в последний постепенно) достигается возможность получать изделия, заменяющие закаленную сталь и в то же время чуждые важного недостатка последней — хрупкости. Сущность процесса получения отливок из закаленного чугуна состоит в следующем: подобрав сорт (или несколько сортов) Ч., отличающегося свойством закаливаться (отбеливаться) при быстром охлаждении, отливают его в металлические формы (изложницы), которые, благодаря их большой теплопроводности, быстро отнимают теплоту у прилегающих к их стенкам слоев расплавленного металла, не оказывая в то же время влияния на слои более удаленные от стенок. В результате получается отливка, весьма жесткая с поверхности, но мягкая, а потому не хрупкая и хорошо противостоящая действию внешних механических сил в остальной ее массе. Старейшая из отраслей применения закаленных чугунных отливок есть отливка валков, ограничивавшаяся сначала весьма узким специальным их назначением, но затем постепенно захватившая самые разнородные отрасли промышленности.
Первое упоминание о чугунных отливках с закалом на поверхности встречается в путевом отчете французского инженера Габриеля Яра и относится к шестидесятым годам XVIII в. К тому же времени относится свидетельство шведского металлурга Свена Ринмана о том, что чугунные пушки отливались некоторыми шведскими заводами не массивными (как это обыкновенно делалось), а с внутренними каналами, получавшими закаленные стенки, для чего применялись металлические сердечники, игравшие роль охлаждающих изложниц. Об отливке закаленных чугунных валков упоминается документально впервые в 1794 г. (патент американца Сеймура, примененный на федеральном доменном заводе в графстве Бристоль, в Америке). В 1812 г., в Англии, отливка прокатных валков из закаленного Ч. составляла уже самостоятельную отрасль промышленности (патенты: Джона Берна, отливавшего рабочую часть валка в чугунную изложницу, а шейки в песчаные формы, и Вильяма Черча, предложившего отливку закаленных изделий под усиленным давлением). В 1822 г. отливка закаленных валков введена была (на основании английских патентов и способов) в королевской литейной в Берлине. В тридцатых годах того же столетия отливкой закаленных валков славилась королевская литейная в Малапане (Прусская Силезия). В период времени с 1830 по 1850 г. без закаленных чугунных валков не обходился уже ни один прокатный завод в Западной Европе. Они применялись при прокатке листового и широкого полосового железа. Кроме прокатных валков, закаленный Ч. получил за этот период времени применение в железнодорожном деле, в виде вагонных колес, стрелок и крестовин. В 1860 г. опубликован был первый научный труд о доменных чугунах, наиболее пригодных для закаленных отливок (инженера Малапанского завода Ришке). К этому же времени относится открытие в городе Магдебурге завода Грузона, избравшего отливку закаленных чугунных изделий исключительной своей специальностью и вскоре получившего в этой специальности всесветную известность. Немало помогло распространению закаленных отливок изобретение способа обрабатывать их с поверхности, что до тех пор, — вследствие большой жесткости их наружной коры, — представлялось делом невозможным, так что отливки шли в дело прямо в черном виде. Не меньшую известность в деле отливки закаленных изделий приобрел позднее (в восьмидесятых годах прошлого столетия) завод Ганца и К° в Будапеште. Кроме указанных уже выше отраслей применения закаленных чугунных отливок, они получили впоследствии применение в артиллерийском деле (панцирные плиты и гранаты), мельничном деле, при постройке земледельческих орудий, в горном деле и т. п.
Древнейшую отрасль применения закаленный Ч. нашел себе, как уже было упомянуто выше, при выделке дробильных валков, шедших в дело прямо в черном виде. Валки эти отливались с гладкой или же рифленой наружной поверхностью и с успехом применялись для размола руды, глины, кварца, наждака, шамотной массы и т. п. Когда же успехи металлургической техники позволили найти средства изготовлять сталь наивысшей твердости, которая в состоянии была резать даже закаленный Ч., то появилась возможность подвергать валки наружной обработке и сделать их пригодными для более деликатных работ, как, например, для прокатки листового и сортового металлов, стоило лишь запастись для обточки валка сильным токарным станком. Однако же, и до сих пор действие стального резца ограничивается при этом лишь грубым снятием с валка поверхностной корки; дальнейшая же его обработка производится уже на наждачных станках. Отделываемый валок приводится в медленное вращательное движение, а наждачный диск в весьма быстрое (3000 оборотов в минуту) и кроме вращательного движения получает еще поступательное вдоль оси валка. Отделанная на наждачном станке грубая поверхность валка получает уже правильную цилиндричность, гладкость и порядочный глянец; прежде, однако же, чем пустить валок в дело, он подвергается еще шлифовке и полировке кожаными кружками, после чего получает красивый, чисто зеркальный блеск. Эта способность чисто полироваться составляет одну из особенностей твердых белых чугунов. Но жесткость и чисто полированная поверхность не суть еще единственные требования, которые ставят валкам прокатные заводы. Большие усилия, которые приходится переносить валкам при прокатке между ними металлов, перемежающиеся нагревание и охлаждение, случайные удары и т. п., заставляют требовать от валков еще и большой крепости. Одновременное же удовлетворение условиям твердости, с одной стороны, и крепости (вязкости) — с другой, требуют применения лишь превосходнейших Ч., уменья составлять из них шихту, наиболее подходящую для каждого данного случая, и вообще массу знания и практического опыта. Этим объясняется, почему столь простое, на первый взгляд, производство удается лишь немногим заводам и почему за хорошие закаленные чугунные валки приходится платить большие деньги. Если изготовление надежных валков для прокатки металлов требует большого уменья и опытности главным образом со стороны литейщика, то при изготовлении валков для писчебумажных, картонных и резиновых фабрик секрет успеха лежит главным образом в хорошей шлифовке и полировке наружной поверхности валков и требует большого искусства со стороны полировщика. От подобных валков требуется совершенно гладкая и чистая поверхность, свободная от малейших раковин и пор, и, кроме того, строго однообразная высота просвета, образуемого двумя вставленными в машину валками. А так как, под действием собственного веса и испытываемого давления, валки неизбежно прогибаются посредине, то их умышленно обделывают так, чтобы они не представляли строго цилиндрических поверхностей, а отступали от них по середине их длины так, чтобы нижний валок представлял в этом месте некоторую выпуклость, а верхний некоторую вогнутость. Такая форма сообщается валкам соответствующей шлифовкой, требует частой обмерки и прикладывания валков один к другому, так что изготовить пару валков, которые сообщали бы строго однообразную толщину прокатываемому между ними резиновому полотну или бумаге, — составляет задачу огромной трудности. Еще большую трудность представляет шлифовка пустотелых валков, приспособленных для нагревания их паром, во время работы. Чтобы приготовить правильно подобный валок, приходится и во время обточки и шлифовки нагревать его до той самой температуры, при которой ему предстоит впоследствии работать. Задача осложняется при этом еще больше тем, что нагретый Ч. теряет способность хорошо полироваться. Поэтому пустотелые валки обходятся почти вдвое дороже по сравнению с массивными.
В числе принадлежностей рельсовых путей имеются, как известно, такие части, которые подвергаются усиленному изнашиванию, притом имеют своеобразную, довольно сложную форму, затрудняющую их изготовление и значительно удорожающую их стоимость. Таковы, например: крестовины, сердечники, переезды, направляющие рельсы и т. п. Будучи изготовлены из железа и требуя значительной обработки, части эти не выдерживают сильного трения жестких колесных бандажей и быстро приходят в негодность. Закаленный Ч., обладая весьма большой жесткостью и в то же время способностью отливаться в формы, а потому воспринимать самые сложные очертания, явился в данном случае превосходным материалом, а потому быстро нашел себе применение, вытеснив дорогостоящие и малостойкие железные части. Даже в новейшее время, несмотря на значительное удешевление стальных фасонных отливок и применение их в виде перечисленных выше частей рельсовых путей, многие инженеры отдают предпочтение частям из закаленного Ч., за их большую жесткость и стойкость. На узкоколейных и подъездных путях, имеющих дело с более легким подвижным составом и меньшими скоростями движения, им следовало бы обязательно отдавать преимущество, тем более что надежные качества закаленных отливок, изготовляемых специализировавшимися в этой отрасли заводами, ныне не составляют уже дела случая, как это было прежде. Успех закаленного Ч. в деле изготовления пассивных частей железнодорожного материала заставил попытаться применить его и к движущимся частям, а именно для отливки вагонных колес с жесткими ободьями (обыкновенно колеса эти изготовляются из железа и снабжаются стальными бандажами, а потому обходятся весьма дорого). Попытка эта оказалась настолько успешной, что в некоторых государствах (главным образом, в Соединенных Штатах Северной Америки и Австрии) под товарными вагонами, не имеющими тормозов, работают еще и теперь вполне благополучно миллионы литых чугунных колес. Длительный опыт показал при этом, что случаи поломок таких литых колес значительно реже, нежели стальных бандажей. В остальных европейских государствах, воздерживавшихся до сих пор от введения чугунных колес, они начинают находить себе применение на узкоколейных и подъездных путях, где служба не так тяжела, а удешевление подвижного состава составляет вопрос весьма существенный. На поворотных кругах, переездных тележках и ручных вагончиках паровых железных дорог литые чугунные колеса с закаленными ободьями применяются повсеместно. Весьма большое применение нашел себе закаленный Ч. на городских железных путях с конной и электрической тягой, как в виде колес, так и в виде частей рельсового пути. Для этих путей, в продолжение целого дня подвергающихся изнашиванию не только от своих вагонов, но и от городских экипажей и повозок, жесткость играет первенствующую роль, а в этом отношении закаленный Ч. значительно превосходит незакаленную сталь. Отливка длинных и тонких рельсов в изложницу, без того, чтобы они не покоробились, составляет, правда, весьма нелегкую задачу, но заводы, специализировавшиеся на отливке закаленного Ч., превосходно превозмогли эту трудность и доставляют безукоризненные изделия.
Почетное место завоевал себе и занимает до сих пор закаленный Ч. в деле постройки дробильных и мелющих механизмов. Высокая степень жесткости измельчаемых материалов (например, руд, камней) ставит по отношению к дробящему органу крайне строгие требования. Последний должен совмещать в себе высшую твердость с крепостью, а в этом отношении с закаленным Ч. не может конкурировать даже сталь, так как в закаленном состоянии она весьма хрупка, а в незакаленном слишком мягка и быстро изнашивается. Измельчители, о которых идет речь, строятся весьма различных типов. Для первоначального грубого раздробления им сообщают вид рычажных прессов, с нижней неподвижной и верхней качающейся около неподвижной оси челюстями. Челюсти эти снабжаются накладками из закаленного Ч. с широкими насечками на их рабочей поверхности. Между ними закладываются камни, куски руды и т. п. материалы, которые требуется измельчить. Более мелкое раздробление производится между вращающимися навстречу один другому валками, устанавливаемыми по одной, по две и по три пары в общем станке. В эти валки материал поступает с рычажных машин, в виде кусков, величиной от большого яблока до грецкого ореха, а выходит из них в виде крупной дроби, которая затем окончательно перемалывается в тонкую муку на валковых же мельницах. Валки во всех этих машинах отливаются из Ч. с поверхностным закалом и идут в дело прямо в необработанном виде, так как наружная их корка, соприкасавшаяся с изложницей, получается весьма жесткой и снятие ее (обработкой) уменьшило бы жесткость валка. Поверхности валков отливаются или гладкие, или снабженные бороздками (рифлями), для чего применяются рифленые же изложницы. Малые валки отливаются обыкновенно цельными, крупные же -в виде пустотелых цилиндров, прикрепляемых впоследствии винтами к чугунному сердечку.
Весьма важное поле применения нашел себе закаленный Ч. в мукомольном деле, в виде размалывающих валков, гладких и рифленых. Вальцевые мукомольные постава, как известно, почти вытеснили в настоящее время жерновые камни, причем, хотя значительная часть их изготовляется из фарфора, не менее значительная доля снабжается и чугунными вальцами. Основные требования, предъявляемые к рифлям мукомольных вальцов, весьма серьезны: рифли эти должны быть настолько жестки и тверды, чтобы возможно дольше не истирались и не теряли своей остроты, и в то же время настолько вязки, чтобы не выкрашивались действием сил, возникающих при дроблении продукта. Тем не менее, и эти трудно совместимые требования (твердости и вязкости тонких ребер) удалось современным специальным заводам закаленного Ч. выполнить настолько успешно, что о замене чугунных валков валками из иного какого-либо металла не поднимается больше и речи. Не менее серьезны требования, предъявляемые и к самому телу валка. Так как самые стойкие валки спустя некоторое время смалываются и требуют периодического возобновления их рифлей (рифли эти не отливаются прямо в изложницах, как при грубых валках для дробления камней, а нарезаются резцами на гладко отлитой поверхности валка), то валки должны быть отлиты с таким расчетом, чтобы закал проникал в их массу возможно глубже и чтобы их можно было нарезать возможно большее число раз, прежде, нежели будет сточен весь их закал. Весьма важное условие успешной работы валка составляет также равномерность сообщенной ем y закалом твердости. При несоблюдении этого условия, валок изнашивается неравномерно, помол выходит неправильный и переточка должна производиться чаще. Наконец ко всему этому присоединяется условие, чтобы валок, нажимаемый по его концам и испытывающий сопротивление в средней части, не ломался, т. е. чтобы ядро его обладало большой вязкостью, несмотря на глубокий закал. Весьма пригодным материалом представляется закаленный Ч. для выделки бегунов (катков) и тарелок бегунных мельниц, применяемых для измельчения и растирания различных минеральных веществ, пороховых смесей и т. п. Смотря по величине, бегуны и тарелки или отливаются целиком из закаленного Ч., или же снабжаются лишь вставками из этого металла на рабочих поверхностях.
В винтовых мельницах, применяемых для размола соды, цемента, известняка и т. п., винтообразные жернова их изготовляются также из закаленного Ч. Из этого же материала отливаются пестовые башмаки и ступы толчейных станов, а также падающие бабы в копрах для забивки свай и разбивки старого Ч. В последних двух родах механизмов рабочие их органы испытывают сильные удары и, несмотря на это, закаленный Ч . их, благодаря вязкому ядру, служит вполне исправно. Для мельниц с коническими входящими один в другой жерновами, закаленный Ч. является также наипригоднейшим материалом. Жернова этого типа отливаются в рифленые изложницы, благодаря чему получаются рифли на рабочих поверхностях, и идут в дело без всякой дополнительной отделки (подобные мельницы применяются для размола костей, угля, соли, дерева и т. п.). Шары в шаровых мельницах также отливаются из закаленного Ч. Мельницы эти применяются преимущественно для перемалывания кокса, цемента, томасовских шлаков и т. п. Закаленный же Ч. применяется для выделки ножей глинорезных машин.
Кроме перечисленной выше серии дробильных и размалывающих механизмов, закаленный Ч. нашел себе обширное применение и в других отраслях машиностроения, благодаря главным образом своей способности выделять закал лишь в определенных, заранее назначенных местах, оставаясь мягким и вязким в остальных частях. Благодаря этому важному свойству, появилась возможность заменить отливками из закаленного Ч. такие машинные части, которые прежде изготовлялись с большой затратой труда и расходов из железа с наваренной на рабочих поверхностях сталью. Таковы, например: параллели, крейцкопфы, эксцентрики, цепные барабаны, кулаки и т. п. машинные части, долженствующие выносить сильное трение. При выделке земледельческих машин, закаленный Ч. заменил многие стальные части, с выгодой по отношению к стоимости и стойкости таковых. Из других изделий из закаленного Ч. можно упомянуть: матрицы и патрицы штамповальных прессов, волочильные доски для труб, молоты, штампы, наковальни, калибровые стержни и кольца и проч. Наконец, немалое применение нашел себе закаленный Ч. и в военном деле, служа для отливки гранат и панцирных плит. Хотя во многих случаях преимущество в этом отношении отдается закаленной стали, но немало и таких случаев, когда огромная жесткость закаленного Ч. и во много раз меньшая его стоимость, по сравнению со сталью, дают ему возможность успешно конкурировать с этим последним металлом. Чугунным панцирным плитам можно сообщить столь большую толщину, что они в состоянии будут поглощать живую силу самых сильных ударов. Если бы изготовлять подобные толстые панцири из стали, то они обходились бы в колоссальные суммы и при всем том уступали бы в твердости панцирям из закаленного Ч. В случаях, когда толщина панцирей не произвольна и не может быть сделана значительной, закаленный Ч., конечно, уступает место стали. Точно так же и при выделке гранат встречаются случаи, когда должно быть отдано преимущество гранатам из закаленного Ч. (расстреливание железных блиндажей под углом, близким к прямому), но в большинстве случаев первенство принадлежит стальным закаленным гранатам. Из сказанного видно, что хотя быстрые успехи в новейшее время производства фасонных стальных отливок и заставили сузить рамки применения закаленного Ч., но во всяком случае осталось немало еще таких отраслей техники и промышленности, в которых материал этот, благодаря исключительным его физическим свойствам и значительной дешевизне по сравнению с сталью, до сих пор представляется незаменимым.
Перейдем к описанию процесса, которым Ч. закаленный воспроизводится, и свойств сырых материалов, а также литейных форм, которые в этом процессе применяются. В начале настоящей статьи указано было, что идея воспользоваться свойством некоторых сортов Ч. отбеливаться при быстром искусственном охлаждении возникла уже очень давно, но применение ее ограничивалось сначала лабораторными опытами, а затем, хотя и перешла в область фабричной техники, долгое еще время оставалась не исследованной научно и не поставленной на степень определенного технического приема. Особых успехов в этой отрасли техники трудно было и ожидать, пока сам доменный процесс велся еще без достаточно выясненных научных приемов и давал продукт переменных, чисто случайных качеств, машиностроение же и другие отрасли, применявшие металлические изделия, имели лишь узкое развитие и не предъявляли строгих и разнообразных требований к их сырым материалам и полуфабрикатам. Лишь с середины истекшего столетия, благодаря значительным успехам металлургии и быстрому росту машиностроения, вопрос о закаленном Ч., как строительном материале, начал служить предметом серьезных и непрерывных исследований. Первая и весьма существенная задача, которую при этом приходилось разрешить, состояла в том, чтобы при большой поверхностной жесткости научиться сообщать закаленным чугунным отливкам значительную внутреннюю вязкость, так как без наличия этого последнего качества закаленный Ч. представлял материал совершенно непригодный. И так как доменные заводы, даже уже после того, как доменный процесс был всесторонне изучен, лишь редко и случайно доставляли Ч., обладающий соединенными свойствами отбеливаться на поверхности и сохранять мягкость в частях, защищенных от быстрого охлаждения, то пришлось изыскать способы приготовлять металл подобных сложных свойств искусственно, путем смешивания и совместной переплавки нескольких сортов Ч., обладающих лишь тем или другим из этих качеств. С увеличением спроса на закаленный Ч., разумеется, возросли и требования, к нему предъявляемые. Под именем закаленного Ч. нельзя уже стало (как это делалось прежде) выдавать всякую чугунную отливку, отлитую в изложницу. Всякому уже стало известно, что превосходнейший поверхностный закал отнюдь еще не гарантирует покупателю пригодность отливки для дела. С другой стороны, установлен был факт, что отливки, даже не получившие поверхностного закала, т. е. отлитые не в металлические изложницы, а в песчаные формы, могут обладать выдающимися качествами в смысле их твердости и крепости, если только они отлиты из тщательно подобранной смеси чугунов. Параллельно с фабрикацией отливок из закаленного Ч. возникла и получила немалое развитие фабрикация отливок из жесткого Ч. (см. соотв. статью). Обе эти разновидности специальных чугунных отливок весьма тесно связаны одна с другой, а так как, сверх того, их производят обыкновенно одни и те же заводы, то все, что сказано будет ниже относительно подбора чугунов в шихту, может быть распространено и на фабрикацию чугуна жесткого.
Известно, что некоторые сорта чугунов, не содержащие в себе избытка кремния, будучи расплавлены, обладают свойством при медленном охлаждении образовывать излом серый, при быстром же охлаждении — излом белый, лучистый, причем в первом случае масса получается мягкая и до некоторой степени вязкая, во втором же случае — твердая и хрупкая. Если, расплавив подобный сорт чугуна, принять меры к тому, чтобы отливка остывала быстро лишь с поверхности, сердцевине же ее было обеспечено охлаждение медленное, то можно вызвать одновременное проявление застывающим чугуном обоих вышеуказанных свойств, а потому и сопровождающих остывание результатов, т. е. получить отливку с белым и жестким поверхностным слоем, на сером, мягком ядре. Лучи белого излома направляются при этом от поверхности отливки в глубь ее, перпендикулярно к этой поверхности, и если отливка произведена удачно, — они, по мере удаления от поверхности, постепенно утрачивают свою резкость и незаметно сливаются с серым ядром отливки. Излом одной из подобных удачных закаленных отливок изображен на прилагаемой фиг. 1.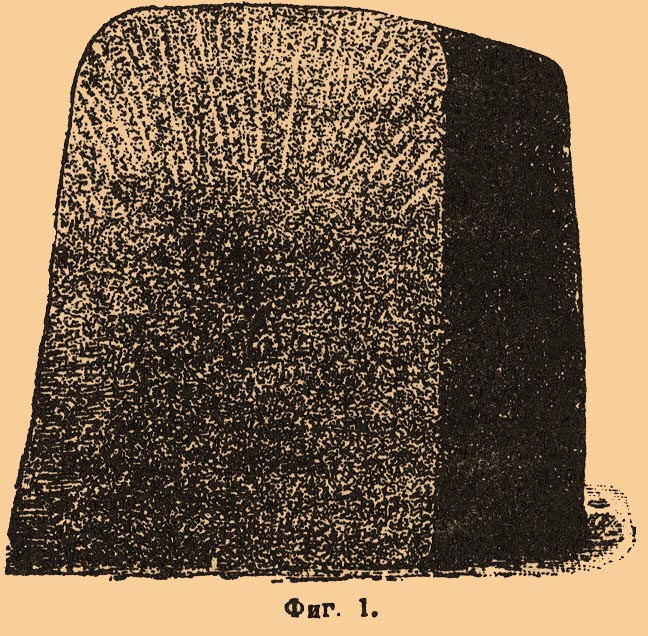
Фиг. 1.
Если же условия отливки были неудачны, белый зеркальный наружный слой отливки резко отделяется от серого ядра ее и связь между тем и другим непрочна и закалившийся наружный слой легко отслаивается от остальной массы отливки. Такая отливка в дело идти не может, так как вязкость отделявшегося внутреннего ее ядра не может уже помочь хрупкой оболочке противостоять действию на нее внешних механических сил. На степень удачи закаленной отливки оказывают влияние, с одной стороны, свойства литейной формы, в которую она отливается, с другой, и еще более, свойства самого металла, примененного на ее отливку. Быстрое охлаждение отливки с поверхности вызывается помещением в литейную форму, в тех местах, которые желают получить закаленными, металлических закладок, соответственно оформленных и называемых изложницами. Чем толще стенки изложницы и чем больше разница между ее температурой и температурой выливаемого в форму Ч., тем закал выходит резче, т. е. тем наружная корка отливки получается белее, жестче и хрупче. Но, производя требуемое от нее закаливающее действие, т. е. отнимая теплоту от соприкасающегося с ее стенками жидкого металла, наложница сама нагревается за счет этой теплоты, а потому, спустя некоторое время, она уже утрачивает свое охлаждающее действие. Поэтому, если Ч. во внутренней массе отливки еще не успел охладиться достаточно, он начинает вновь разогревать охлажденную и затвердевшую уже корку отливки и может лишить ее приобретенного закала. Чтобы этого не произошло, необходимо сообщать стенкам изложницы достаточную толщину, Ч. же выливать в форму не слишком горячий. Тогда охлаждающее действие наложницы будет само по себе значительнее и дольше не прекратится и сам Ч., обладая меньшим запасом теплоты, быстрее охладится и потеряет наклонность разогревать и размягчать затвердевшую оболочку отливки. Поэтому убеждение, что чем горячее залить Ч. в форму, тем сильнее получится закал — совершенно ложно. Нормальный закал получается в отливках в тех случаях, когда вес изложницы превосходит в два с половиной или в три раза вес самой отливки или, точнее, тех ее частей, которые заключены в изложницу. Свойства самого Ч., применяемого для отливки закаленных изделий, играют роль еще более важную. Отличие белого Ч. от серого состоит в том, что в первом почти весь углерод находится в связанном состоянии, между тем как во втором значительнейшая доля углерода (до 80%) примешана к металлу чисто механически, в виде листочков графита. В связанном состоянии углерод сообщает железу твердость и хрупкость, в свободном же (в виде графита) делает его мягким. На образование того или другого вида углерода оказывает значительное влияние большая или меньшая быстрота охлаждения расплавленного Ч.; еще же большее влияние оказывают некоторые, свойственные чугунам, примеси, а именно марганец и кремний. Из них кремний препятствует связыванию углерода и способствует выделению графита, напротив того, марганец парализует действие кремния, т. е. препятствует отложению графита и задерживает углерод в связанном состоянии. Если оба эти тела (кремний и марганец) находятся в Ч. одновременно, то результат их взаимодействия, т. е. превращение углерода в графит или в связанный углерод, обуславливается взаимным соотношением количеств этих примесей. Затрудняя выделение графита, марганец в то же время повышает способность Ч. насыщаться углеродом. Так, например, Ч., в который введено 60% марганца, может заключать в себе 5% углерода и 2,5% кремния и тем не менее оставаться белым, т. е. не быть в состоянии выделить графит, между тем как, если бы при столь богатом содержании углерода и кремния Ч. не заключал в себе избытка марганца, он принял бы вид темно-серого, графитистого Ч. Выделение застывающим Ч. графита происходит лишь в продолжение незначительного промежутка времени, предшествующего затвердению Ч. Поэтому, если сократить этот и без того уже короткий промежуток времени усиленным искусственным охлаждением, то графит вовсе не в состоянии будет выделиться, т. е. Ч. отбелится. Это влияние ускоренного охлаждения проявляется тем сильнее, чем богаче Ч. марганцем и чем беднее кремнием. Таким образом, не трудно установить такое взаимное соотношение марганца и кремния в Ч., при котором выделение углерода в виде графита или же переход углерода в связанное состояние будут обусловлены, всецело и исключительно, большей или меньшей быстротой охлаждения. Ч., с подобным предельным соотношением количества заключенных в нем марганца и кремния, — при усиленном охлаждении будет получаться белым, а при нормальном охлаждении серым. Подбор в шихту Ч. с таким предельным соотношением марганца и кремния и есть основа процесса изготовления закаленных чугунных отливок. Регулируя в Ч. содержание марганца и кремния, т. е. увеличивая количество одной из этих примесей за счет количества другой, можно усилить или ослабить охлаждающее действие изложницы и получить закал более или менее глубокий. Практически это достигается таким образом, что употребляют для переплавки не один сорт Ч., а несколько его сортов, одни из которых отличаются преобладанием кремния, а другие — преобладанием марганца и увеличивают, смотря по назначению отливки, количества тех или других чугунов в общей их смеси. Таким путем достигается возможность обеспечить литейную соответствующим материалом, независимо от тех колебаний, которым неизбежно подвергаются качества чугунов, даже выплавляемых одной и той же домной.
Правильное распоряжение литейщика имеющимся у него сортаментом чугунов возможно лишь при условии полного его знакомства с качествами каждого отдельного их сорта. Средства для такого ознакомления суть: химический анализ, механическое испытание и отчасти исследование излома. Только с введением на заводах, производящих отливки из закаленного Ч., методического химического исследования поступающих в переплавку чугунов — производство это вышло из области эмпирики и случайностей и стало на твердую почву. Результаты химического анализа ориентируют литейщика при составлении им смеси чугунов для переплавки, если же состав их слишком сильно отклоняется от средней установленной для него нормы, то литейщик является своевременно о том осведомленным и может вовсе уклониться от пользования таким ненормальным материалом. Наиболее подходящим для закаленных отливок сортом Ч. является Ч. с умеренным содержанием марганца и лишь такой примесью кремния, которая бы обеспечивала образование графита при медленном охлаждении, при быстром же охлаждении не препятствовала бы марганцу вызывать отбеливание. Для выполнения этого условия содержание кремния может быть тем меньше, чем больше в Ч. содержание углерода. Значительное содержание углерода, при пониженном содержании кремния, представляется полезным еще и в том отношении, что избыток углерода не так сильно понижает крепость и вязкость Ч. как избыток кремния. Установлены нижеследующие нормы относительного содержания углерода, марганца и кремния для Ч., идущего на отливку закаленных изделий; он может содержать в себе: углерода от 3,5 до 3,8%, марганца от 0,2 до 0,5% и кремния от 0,7 до 0,8%. В изделиях с несложными внешними очертаниями и крупных размеров, не столь сильно склонных развивать вредные внутренние напряжения и для которых последствия усадки не столь опасны (например, панцирные плиты) содержание марганца в Ч. может быть повышаемо даже до 1%, так как этим значительно усиливается твердость и глубина закала. Но при отливке изделий сложных очертаний и с разнообразными размерами поперечных сечений в отдельных частях, необходимо держаться выше данного максимального предела содержания марганца. Содержание фосфора в чугунах, назначенных на отливку закаленных изделий, должно быть возможно малое, отнюдь не свыше 0,45%. Примесь фосфора вообще сообщает отливкам хрупкость, в данном же специальном случае присутствие его сугубо опасно, так как закаленные отливки, в силу особых обстоятельств, сопровождающих их остывание, гораздо сильнее, нежели обыкновенные отливки, склонны образовать вредные внутренние натяжения, при наличности которых хрупкость металла всего менее желательна. Примесь к Ч. серы, мышьяка, хрома, антимония и проч. также понижают его достоинство как материала для закаленных отливок. Если по проверке шихты окажется, что химический состав не удовлетворяет требованиям данного частного случая, то литейщик исправляет его, вводя недостающие реагенты и парализуя влияние имеющихся в избытке. В руках литейщика имеется еще весьма важное средство регулировать силу и характер закала — а именно употребление более или менее массивных изложниц; пользуясь этим средством, он может в известных случаях достигать различных результатов, даже при одном и том же химическом составе шихты, и прибегать к изменению последнего лишь в тех случаях, когда регулировка одной изложницей оказалась бы недостаточной. Весьма важным подспорьем химическому анализу является их механическое испытание (изломом и разрывом). Относительно крепости будущих отливок, т. е. степени сопротивляемости их действию механических сил, химический анализ может дать лишь приблизительное понятие. Единственным средством составить себе в этом отношении точное заключение является отливка из подобранной шихты пробных образцов и подвергание их механическому испытанию. Наиболее разносторонние опыты в этом отношении произведены были магдебургской фирмой Грузон. Испытанию подвергнуты были 44 различные шихты, часть которых составлена была из одних коксовых Ч., часть из одних древесно-угольных и, наконец, часть из смеси тех и других Ч. Пробные бруски, испытывавшиеся изгибом, имея квадратное сечение в 26,15 x 26,15 кв. мм и 942 мм длины, что соответствует площади поперечного сечения в 1 кв. дюйм и длине в 3 фута. Они отливались в горизонтальные формы из тощего песку и испытывались прямо в черном виде, т. е. без предварительной механической обработки. Для испытания разрывом отлива их (в подобные же формы) бруски в 114 мм длиной и в 16 мм диаметром. Средняя их часть, на длину в 50 мм, — обтачивалась на токарном станке до диаметра в 11,3 мм (что соответствует площади в 100 кв. мм). Из каждого сорта шихты отливалась целая серия пробных брусков, из которых выбирались наудачу по 4 бруска для каждого рода испытания, так что в общем произведено было 352 различных испытания. Десять типичнейших результатов этих испытаний приведены на прилагаемой таблице. Из них испытания №№ 4 и 8 относятся к шихте исключительно из древесно-угольных чугунов; испытания №№ 3, 9 и 10 — к шихте из смеси древесно-угольных и коксовых чугунов и, наконец, испытания №№ 3, 2, 5, 6, 7 — к шихте из одних лишь коксовых чугунов. Лучшие результаты получились, как видно из таблицы, для смеси древесно-угольных и коксовых чугунов, что опровергло долго господствовавшее убеждение, что на отливку закаленных изделий пригоден лишь древесно-угольный Ч., как наиболее чистый от разных примесей.
| Примечание | №№ испытаний | Испытание прогибом. Бруски квадратного сечения 26,15 x26,15x 942 мм | Испытание разрывом. Цилиндрические бруски 11,3 x 50 мм | |
| Средний ломающий груз, в кг на кв. мм | Средняя стрелка прогиба, в мм | Средний разрывающий груз, в кг на кв. мм | ||
| Все приведенные в настоящей таблице смеси чугунов, будучи отлиты в чугунные изложницы, дали безукоризненный закал | 1 2 3 4 5 6 7 8 9 10 | 46,3 47,6 45,4 44,2 43,9 45,6 42,9 42,6 48,1 46,2 | 23,9 19,7 20,7 20,5 23,0 24,5 25,0 19,0 24,7 19,7 | 21,50 21,95 22,23 22,53 23,20 23,43 23,46 24,00 26,56 28,23 |
Безукоризненный по виду закал поверхности отливок во всех десяти случаях сопровождался весьма разнообразными физическими качествами пробных брусков. Это показывает, что Ч., способный хорошо закаливаться, может давать отливки весьма различной крепости и что судить о пригодности Ч. для закаленных отливок по одной лишь способности его образовать закал — было бы неосмотрительно. Таким образом, химический анализ и механическое испытание должны идти рука об руку, взаимно один другой пополняя. Что касается исследования вида излома чугунных свинок, то этот признак может дать лишь приблизительное общее понятие о качествах Ч. Переплавка чугунов, назначенных на отливку закаленных изделий, производи
| "БРОКГАУЗ И ЕФРОН" >> "Ч" >> "ЧУ" >> "ЧУГ" |
Статья про "Чугун закаленный" в словаре Брокгауза и Ефрона была прочитана 1816 раз
| Коптим скумбрию в коробке |
| Панайпай |
TOP 15
- Волос
- Проно
- Степные животные
- Гимнастика
- Индийский океан
- Архитектура
- Сравнение, в литературе
- Манда
- Клитры
- Колесование
- Испарение
- Травоядные животные
- Оплодотворение у pacтений
- Вредные насекомые
- Электризация тел