
БНБ
"БРОКГАУЗ И ЕФРОН" (121188)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Цепи
Определение "Цепи" в словаре Брокгауза и Ефрона
Цепи — "Цепью" называется система подвижно соединенных между собою кусков металла или "звеньев". Назначение Ц. чрезвычайно разнообразно, а потому форма и размеры отдельных звеньев, а также род металла, служащего материалом для их изготовления, весьма различны. Ц. служат: для подвешивания и поднятия тяжестей, для передачи движения в машинах, для заброса якорей, для устройства висячих мостов, для заграждения фарватеров, для землемерных съемок, для ограждения скверов и памятников, для скрепления различных предметов и т. п.; в миниатюрных размерах — в виде принадлежностей предметов домашней утвари, в качестве галантерейных украшений и проч. Материалами для изготовления Ц. служат: железо, сталь, чугун, латунь, бронза, драгоценные металлы. По способу получения сырого материала для их изготовления различаются Ц. из прутового и полосового металла, из проволоки, из листового металла, литые, штампованные, вальцованные и т. д. Форма отдельных звеньев в Ц. бесконечно разнообразна; простейшая из них есть круглое или овальное кольцо; устраиваются звенья в виде прямых прутьев, с крючками на концах; в виде прямоугольной формы колец, ординарных и двойных крючьев, фигурных пластинок и т. п. Кроме ординарных звеньев устраиваются сборные, в виде нескольких отдельных пластин, соединенных шарнирно, при посредстве валиков, на которые они надеваются своими отверстиями. Размеры Ц. также бесконечно разнообразны. В виде крайних примеров можно привести: с одной стороны, ювелирную цепочку, так называемой "венецианской" работы, в которой на длине 1 см помещается до 40 миниатюрных звеньев и которой один погонный метр весит всего лишь 3 золотника; с другой стороны, напр., гигантскую (в 11000 пудов) цепь, которою американцы перегородили (в 1778 г.) р. Гудзон, чтобы воспрепятствовать войти в нее английскому флоту. Самые способы изготовления Ц. разнообразятся в зависимости от величины и формы их звеньев. В то время, как ювелир выделывает свои цепочки под лупою, при помощи деликатнейших инструментов и паяльной трубки, огромные звенья корабельных Ц. выковываются и свариваются под паровыми молотами. В замену ручной работы, весьма мешкотной и не гарантирующей полного однообразия размеров и одинаково прочной сварки цепных звеньев, изобретена целая серия механических станков, на которых работы эти выполняются более или менее автоматически. Наконец, самая сварка отдельных цепных звеньев в новейшее время нередко вовсе устраняется и Ц. выделываются из цельных кусков металла путем выдавливания и вырезания в нем пустот, соответствующих просветам цепных звеньев. Оставляя в стороне Ц. ювелирные, опишем вкратце способы выделки и испытания наиболее ходовых типов Ц. машинных, корабельных, крановых и т. п. Простейший (а вместе с тем старейший) тип цепи — кольцевая цепь, одного из типов, представленных на фиг. 1.
1. Кольцевая цепь: a — немецкая Ц., b — английская Ц., якорная Ц.
2 — 11 изображают порядок сварки звеньев Ц., (2—5 мелкой, 6—11 крупной)
12— 18 Способ выделки цепи без сварки звеньев
19. Шарнирные цепи Галли
20. Цепи Вокансена
21.(a, b, c, d) 4 типа цепей для мелких механизмов
Из них тип а носит название "немецкой" цепи, тип b — "английской", тип с — "корабельной" или "якорной" цепи. Все три типа цепей отличаются большою гибкостью во всех плоскостях. Распорки (в типе с) играют двоякую роль: во-первых, они не позволяют при действии на Ц. больших усилий боковым частям звеньев выпрямляться и задавливать вложенные в них соседние звенья и, во-вторых, предупреждают перекручивание и перепутывание цепи, что при работе с якорями весьма важно. Как видно из рисунка, внутренняя длина цепных звеньев, имеющих распорки, равняется от 2,6 до 3 диаметров цепного железа. Внутренняя ширина звеньев делается равною: в немецких и английских Ц. 1,5 диаметра цепного железа, а в корабельных Ц. 1,75 его диаметра. Что касается самого цепного железа, то оно употребляется весьма разнообразных поперечных размеров, а именно: в обыкновенных Ц. от 6 до 30 мм, а в Ц. с распорками (корабельных) от 15 до 100 мм. Изготовление единицы погонной длины немецких Ц. требует меньше затраты материала и рабочей силы нежели английских, почему первые легче и дешевле вторых. Зато вторые отличаются большею подвижностью. Когда слишком большая подвижность звеньев нежелательна, скручивают несколько каждое звено (в горячем состоянии) около его продольной оси. Кроме цилиндрического железа на выделку Ц. идет и квадратное. Самая работа выковки обыкновенной, средней толщины цепи несложна, но требует навыка и большого внимания, в особенности же сварка звеньев. Из круглого железа соответствующей толщины нарубаются прутки требуемой длины и закладываются в горн. Концы их высаживаются и заделываются в виде ласок (фиг. 2). Затем они выгибаются (на рожке наковальни) в приблизительную форму звеньев (фиг. 3). Загибка производится с таким расчетом, чтобы в звене, положенном па наковальню плашмя, одна ласка перекрывала другую сверху (фиг. 4), так, чтобы можно было сварить концы звена вертикально направленными ударами молота (как показывает стрелка). Загнув кольцо, но еще не сведя окончательно его концов, дают концам хороший сварочный вар и, просунув его через звено, перед тем законченное, кладут его на наковальню и, удерживая за конец клещами (фиг. 5), производят сварку. Сварив звено, надевают его на рожок наковальни и сообщают правильную форму. Приемы выделки крупных Ц., в сущности, те же, что и мелких, но ручные манипуляции заменяются механическими, для чего предложено несколько различных способов. Один из наиболее распространенных способов механического изготовления корабельных (якорных) Ц. с распорками состоит в следующем: прутовое железо соответствующей толщины нарезается на куски равной длины. Разрезка производится под параллельными ножницами, с применением особого упорного угольника, определяющего точную рабочую длину прутков. Затем прутки выгибаются на особом прессе, состоящем (фиг. 6) из соответственно оформленной колодки А и салазок В, с роликами CC, получающих поступательное перемещение в направляющих станины, вращением шкива D от ременного привода. Втулка шкива служит гайкою винту E и, вращаясь, вызывает поступательные перемещения винта (не могущего вращаться) и салазок. Изгибаемый пруток заводится между роликами СС и колодкою А и получает форму, изображенную на фиг. 7. До диаметра в 25 мм выгибание прутков производится в холодном состоянии; более толстые прутки предварительно нагреваются докрасна. Вынутые из пресса прутки закладываются в разборную штампу P (фиг. 8), так что концы их торчат кверху и выдаются за уровень штампы. Ударом бабы парового молота концы эти высаживаются и получают форму, изображенную на фиг. 8 a. Спустив концы в виде ласок, дают звену хороший вар и, продев его через другое звено, перед тем заваренное, и наведя ласки одна на другую, закладывают звено плашмя в штампу, нижняя половина которой В, изображенная на фиг. 9, установлена на наковальне, а верхняя подвешена к бойку парового молота. Для помещения соседнего звена (уже сваренного) в штампе устроен вырез. Роль штампы состоит в том, чтобы не давать горячему металлу раздаваться в стороны в то время, как на звено ударяет молот. Сварка производится за один удар молота и благодаря заключению металла в замкнутую форму выходит весьма совершенною. Затем вставляют в звено распорку и, пользуясь тем же жаром, пригибают боковые стороны звена, чтобы они плотно охватили распорку. Это делается также ударом парового молота по поставленному на ребро звену, причем последнее закладывается в соответственно выкруженное гнездо, проделанное в той же штампе рядом с ее средним овальным гнездом (фиг. 9 и 10). Так как звено захватить обыкновенными клещами нельзя, то применяются специальные клещи (фиг. 11). Лапки этих клещей заводятся в соседнее звено, по обе стороны его распорки и, сжимая рукоятки клещей, заставляют их упереться одну в предпоследнее из готовых уже звеньев, а другую в то звено, которое заложено в штампу. Иногда, вместо парового молота, для сварки звеньев применяется гидравлический пресс. Выделанная Ц. выверяется на цепном барабане, причем звенья должны ложиться в гнезда барабана плотно и правильно. Не удовлетворяющие этому требованию звенья нагреваются и выверяются в штампе; если неправильности велики (что при штамповке представляет большую редкость), то звено вырубается из Ц. и заменяется новым. С контрольного барабана Ц. идет на разрывной гидравлический пресс, на котором испытывается растяжением. Звенья, вытянувшиеся свыше допускаемой нормы (обыкновенно допускается вытягивание на 0,1 d) или треснувшие, вырубаются и заменяются новыми. Прежде, чем снять Ц. с разрывного пресса, ударяют по ней (оставляя под действием предельного растягивающего груза) несколько раз молотком, весящим (смотря по толщине Ц.) от 5 до 10 фн., и затем тщательно (в лупу) рассматривают звенья, не проявились ли где-нибудь трещины или следы несовершенной сварки. Выдержавшая испытание Ц. слегка подогревается и окрашивается газовою или древесною смолою. Пробная нагрузка, которою испытываются железные Ц., принимается равною 17 кг на 1 кв. мм для Ц. с распорками и 14 кг для обыкновенных (открытых) Ц. Приняв эти напряжения, получим величину пробного груза Ρ для обыкновенных Ц.: Р = 22d 2 и для якорных (с распорками) Ρ = 26,7d2, где d — диаметр цепного железа в мм. Вес погонного метра Ц. определяется по формулам: G = 0,0226d2 кг для английской Ц., G = 0,0190d2 кг для немецкой и G = 0,0235d2 кг для Ц. с распорками. В самых крупных якорных Ц. толщина железа доводится иногда до 100 мм. Безопасная нагрузка Ц. принимается обыкновенно не свыше 6 кг на кв. мм суммы поперечных сечений обеих сторон звена; поэтому диаметр цепного железа может быть определен из формул: d = 0,32√ Р для обыкновенных Ц. и d = 0,266√P для Ц. с распорками. Вообще же действительную нагрузку Ц. следует принимать не свыше половины пробной нагрузки. На выделку Ц. употребляются высшие сорта железа. Если фабрикация ведется на сварочном железе, то оно должно быть двухсварочное, выделано из самых чистых чугунов и в изломе представлять светлое, однородное, мелкозернистое сложение, лишь в толстых прутьях оказывающее кое-где следы мелких волокон. Железо должно быть настолько вязко, чтобы до толщины 25 мм могло гнуться в звенья в холодном состоянии, и в то же время не слишком тягуче, чтобы под влиянием действия грузов Ц. не вытягивались. Временное сопротивление разрыву подобного железа должно быть близко к 36 кг на кв. мм, а удлинение от 12 до 18%. Отборные качества железа не всегда, однако, гарантируют добротность выделанных из него Ц., так как прочность последних много зависит от степени совершенства сварки, а по наружным признакам дефекты сварки определить весьма трудно. Этим обстоятельством объясняется, например, почему Ц. превосходной, по-видимому, работы и из хорошего материала, выделываемые нашими кустарями, неохотно покупаются судовщиками и машиностроителями. Дело в том, что кустари, не имея средств приобретать дорого стоящие разрывные прессы, выпускают в продажу Ц. не опробованными. Но даже и при совершенном оборудовании цеподелательной фабрики шансы плохой сварки не исключены вовсе; поэтому уже с давних пор делаемы были попытки приготовлять Ц. без сварки и для этой цели предложены и применяются несколько остроумных способов. По наиболее распространенному из них, предложенному Ури, для выделки Ц. выкатываются фасонные прутья с крестовидным сечением (фиг. 12). Прутья эти, нагретые до светло-красного каления, поступают под пресс, который отдавливает поочередно на каждом из четырех ребер прута выемки (фиг. 13). Затем на пруте высверливается ряд пересекающихся взаимно отверстий (фиг. 14). Работа эта производится в холодном состоянии на многошпиндельном сверлильном станке. В результате прут расчленяется на ряд элементов (звенья будущей Ц.), связанных между собою лишь четырьмя отдельными перекладинами из металла, которые легко устраняются при последующих операциях, состоящих в пропускании оболваненного, как объяснено выше, и жарко нагретого прута через ряд штамп, установленных под паровыми молотами и сообщающих пруту последовательно ряд видоизменений, приводящих его, в конце концов, к виду, представленному на фиг. 15. Общий принцип действия этих штамп состоит в том, что они оттесняют металл по направлению от центра звеньев к их окружности, так что при выходе из последней штампы в середине между кольцами звеньев остается лишь тонкий слой металла (фиг. 15), который затем выдавливается прямо в холодном состоянии. Для этого применяется обыкновенный давильный пресс, к которому приспособлены соответственно оформленные пуансоны и матрицы. Одновременно с выдавливанием центральных дисков металла, удаляются и заусеницы, окружающая кольца снаружи. Из под этого пресса болванка выходит уже в виде ряда сквозных колец, слабо соединенных одно с другим лишь в местах их взаимного соприкосновения (фиг. 16). Поворачивая кольца одно относительно другого, нетрудно уже разъединить их вовсе и получить настоящую Ц. с круглыми звеньями. Операция эта производится под паровым молотом. Нагревая затем последовательно звенья, их помещают одно за другим в гнездо штампы (фиг. 17) и, поворачивая в нем в различные положения, окончательно скругляют железо звеньев, выглаживают места бывших соединений звеньев (оборванные при предыдущей операции) и сообщают звеньям строго круглую форму. Затем, подогрев снова звенья, закладывают их (на ребро) между челюстями рычажного пресса, к которым прикреплены полуформы, принимающие в себя звенья. Нажимая на рычаг пресса, сближают формы и тем заставляют круглое звено принять овальную форму. Если цепь должна быть снабжена распорками, то эти последние закладываются в звено перед тем, как заложить его в овализующий пресс. Из этого последнего пресса цепь выходит уже вполне законченною (фиг. 18). Необходимо заметить, что только что описанный процесс (как и другие с ним аналогичные) требуют для успешности их применения металла высших качеств, соединяющего с высшею крепостью также и высшую степень вязкости. Требованиям этим удовлетворяет мартеновский металл, с временным сопротивлением разрыву в 45 до 50 кг на кв. мм, дающий удлинение в 18 — 25%. Пробное испытание готовых Ц. производится усилием в 18 кг на кв. мм. Благодаря отсутствию сварки, Ц. описанного типа могут быть избираемы несколько меньшей толщины по сравнению с обыкновенными, для тех же рабочих нагрузок. Кроме Ц. с овальными, раздельными, вдетыми одно в другое звеньями, большое распространение в технике получили также шарнирные Ц. (фиг. 19), называемые, по имени инженера, способствовавшего их распространению, Ц. Галля. В сущности, цепи этого типа известны уже очень давно. О них упоминается в сочинениях Леонардо да Винчи, жившего в XV ст. Ц. Галля состоят из системы железных плоских полос, снабженных по концам круглыми отверстиями и надетых на утоненные концы (цапфы) цилиндрических валиков, на которых полосы эти могут поворачиваться, как на шарнирах. Наружные концы валиков расклепаны, чтобы полосы не могли с них соскочить. Вся работа по изготовлению подобных Ц., за исключением лишь расклепки концов валиков, ведется в холодном состоянии. Таким образом, Ц. эти совершенно гарантированы от случайностей, вызываемых несовершенством сварки. Кроме того, разрыв одной какой-либо полосы и даже нескольких не вызывает разрыва всей цепи и, будучи легко наблюдаем, дозволяет во время принять меры предосторожности. Немаловажное преимущество шарнирных Ц. веред сварными состоит еще в том, что они могут работать на барабанах значительно меньшого диаметра и более узких нежели барабаны сварных Ц., что значительно облегчает их применение в машиностроении и упрощает самые машины, в состав которых они вводятся. Число отдельных пластин в каждом звене шарнирной цепи бывает от 2 до 10. Если через P обозначить усилие, растягивающее цепь, δ — толщину и b — ширину пластины, i — число пластин в каждом звене, d — диаметр цапф шарнирных валиков и принять напряжения материала валика — при изгибе и пластины — при вытягивании равным 5 кг на кв. мм, то для вычисления главнейших элементов Ц. получим следующие приблизительные формулы: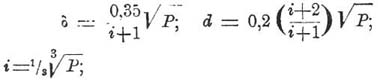
при этом обыкновенно принимают b = 2,6d. Прочие размеры шарнирной цепи проставлены на фиг. 19. Листовое железо на выделку пластин шарнирных Ц. должно быть употребляемо лишь высших качеств. Из других употребительных типов Ц. следует отметить Ц. Вокансона (фиг. 20). Ц. эти изготовляются из круглого прутового железа, но без сварки, так что, при случайном отгибании крючков, коими каждое звено поддерживает соседнее, ниже его лежащее звено, цепь распадается. Это обстоятельство не дозволяет применять Ц. Вокансона для значительных грузов. Размеры этих Ц. следующие: d = 0,5√ Р (где Ρ рабочий груз); P = 4d2; a = 3,25d; b = 4d; l = 4,25d (значение букв — на фиг. 20). Ц. Вокансона издавна готовятся на специальных станках, которые слишком сложны, чтобы их здесь описывать, а потому отметим ряд последовательных операций, которые на них выполняются: 1) выпрямление круглого железа (или проволоки, при тонких Ц.) пропусканием его между соответственно расставленными роликами; 2) разрезание на куски однообразной длины; 3) выгибание в форме буквы U; 4) превращение в форму, представленную на фиг. 20, но без отогнутых концов; 5) загибание концов звена в виде крючков и, наконец, 6) заведение звена в ранее отформованное звено и пригибание крючков. Из других типов Ц. (употребляющихся преимущественно в небольших механизмах) заслуживают внимания 4 типа, изображенные на фиг. 21 a, b, с, d. Они изготовляются на специальных станках. Материалом для них служат проволока, прутовое и листовое железо, обладающее ковкостью и тягучестью.
Иногда при изготовлении Ц. пользуются и плавкостью металлов. Так, напр., отливаются Ц. из чугуна или бронзы, но эти виды Ц., не обладая потребной сопротивляемостью растягивающим усилиям, не употребляются ни в машиностроении, ни в инженерном, ни в морском деле, а служат исключительно в виде орнаментальных украшений памятников, крылец, садовых оград и т. п. Отливка подобных Ц., в случае большого числа звеньев, идет звено за звеном, причем изготовленная уже часть Ц. заводится крайним ее звеном в литейную опоку, в которой отформовано следующее очередное звено. Пустое пространство формы, предназначенное для заливки расплавленным металлом, тщательно отделяется слоем формовочной земли от звена, введенного в опоку, чем предупреждается приплавка последнего к вновь отливаемому звену. Короткие Ц. отливаются сразу, в длинных опоках, наблюдая, чтобы звенья сообщались одно с другим лишь теми каналами (литниками), по которым течет металл в форме, переходя от звена к звену. Эти литники впоследствии отламываются, а оставшаяся заусеница обрубается и опиливается.
В. Кнаббе. Δ .
| "БРОКГАУЗ И ЕФРОН" >> "Ц" >> "ЦЕ" >> "ЦЕП" |
Статья про "Цепи" в словаре Брокгауза и Ефрона была прочитана 1739 раз
| Бургер двойного помола |
| Шотландский Стовис |
TOP 15
- Волос
- Проно
- Степные животные
- Гимнастика
- Индийский океан
- Архитектура
- Сравнение, в литературе
- Манда
- Клитры
- Колесование
- Испарение
- Травоядные животные
- Оплодотворение у pacтений
- Вредные насекомые
- Электризация тел