
БНБ
"БРОКГАУЗ И ЕФРОН" (121188)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Фарфор
Определение "Фарфор" в словаре Брокгауза и Ефрона
Фарфор
Фарфор*
(произв.). — Ф. относится к отделу керамических изделий (см. Гончарное производство) с непроницаемым для жидкостей черепом; от каменных изделий (gr è s) он отличается прозрачностью, или просвечиваемостью. Однако резкой границы здесь провести нельзя, и при определении прозрачности необходимо указывать толщину черепа и интенсивность источника света, так как малоокрашенные каменные изделия и некоторые полевошпатовые фаянсы с большим содержанием плавней обладают относительным просвечиванием в тонких слоях, а с другой стороны, всякий Ф. становится непрозрачным при достаточном увеличении толщины черепа. То же необходимо сказать и относительно общего признака этого отдела изделий, а именно о непроницаемости их черепа для жидкостей. Поэтому затруднения, которые являются при определении видов керамических изделий, весьма важные в некоторых случаях (напр. для таможенных ставок), могут быть в точности разрешены только тогда, когда приняты не только указанные выше признаки, но и все другие физические и химические свойства черепа и глазури, открывающие для специалиста способы производства данного товара. По внешнему виду Ф. является в виде белой или окрашенной массы, крытой или не крытой глазурью (бисквит). В технике по способам приготовления различают: твердый и мягкий Ф. Оба названия соответствуют степени сопротивления глазури и черепа механическому действию и вместе с тем степени постоянства при высоких температурах. А. Твердый Ф. [Общие сведения о его составе и свойствах см. также в ст. Гончарное производство, Глина и Глазурь.] по роду изделий из него, частью определяющих способы его производства, может быть подразделен на: 1) Ф. сервизный — для приготовления столовой посуды и художественных украшений; 2) Ф. для строительных (архитектурных) предметов; 3) Ф. для технических целей, к которому относятся: лабораторная и заводская посуда; приспособления для электрических приборов, для облицовки поверхности измельчающих аппаратов, требующих особой твердости; 4) фарфоровый бисквит — матовая масса, не крытая глазурью, употребляемая по преимуществу для лепки скульптурных и др. украшений.
1) Сервизный Ф. по составу массы представляет смесь каолина и плавней в виде кремнезема (кварц) и полевого шпата, которые вместе с тем являются как противопластичные вещества, причем иногда часть щелочных плавней полевого шпата заменяется известью. В весьма редких случаях каолин заменяют отчасти магнезитом или тальком. Тесто для этого Ф. должно обладать следующими качествами: 1) достаточной пластичностью для удобной лепки и формовки; 2) быть настолько огнеупорным, чтобы изделия не деформировались при спекании и остекловании весьма тугоплавкой глазури (1300—1400°); 3) после обжига на большом огне приобретать наибольшую прозрачность и белизну с весьма лишь легким желтоватым оттенком. Из всех видов глин этим требованиям удовлетворяет только каолин. В технике разумеется не природный каолин, как он находится в залежах, а каолин, уже отобранный и отмученный водою, т. е. как заводский материал. Чистым каолином называется такой, который содержит не более 5—6% кремнезема в виде кварца и песка и около 1% щелочей; до такой чистоты каолин доводится отмучиванием и в этом виде представляет жирный на ощупь белый порошок, иногда с легким сероватым, желтоватым или красноватым оттенком. Сорта каолина, смотря по количеству подмесей, носят различные названия; так, при содержании около 5% щелочей, которые входят в него в виде полевого шпата и слюды, каолин носит название щелочного; при содержании окиси железа в 2% и более — железистого, когда подмесь кварца достигает около 2% — кремнеземистого. Такие каолины идут на низшие сорта изделий, если не считается выгодным подвергнуть их отмучиванию для освобождения от излишнего количества подмесей кварца и полевого шпата. При этом надо заметить, что каолины, содержащие более 1,3% окиси железа (Зегер, 1879), не могут быть употреблены на высшие сорта Ф., так как отмучиванием освобождение от окиси железа не достигается. При содержании окиси железа около 2% череп получает зеленовато-голубой оттенок от образования двойного кремнеземистого соединения закиси железа и кали, что для хорошего Ф. считается нетерпимым. Сравнительно незначительные колебания в составе каолина уже имеют важные последствия в применении к делу. Необходим рациональный анализ каолина, при котором каолин расчленяется по своему строению, т. е. на кварц, песок, полевой пшат, слюду и др. и на каолинит (Seger, "Gesammelte Schrifte", Б., 1896). Такое знание состава служит точкою исхода и направлением при испытаниях на пластичность и пробных обжигах составленного теста с плавнями и противопластичными веществами (кварц, полевой шпат, пегматит, углеизвестковая соль [мел], бой фарфорового бисквита и др.).
Нижеследующая таблица представляет состав сырого теста твердого Ф. более известных заводов, по исследованиям Зегера
| Кремнезем | Глинозем | Окись железа | Известь | Магнезия | Кали | Натр | Вода | Углекислота | |
| 1. Севр, сервизное фарф. тесто | 52,94 | 28,91 | 0,48 | 3,99 | 0,17 | 1,70 | 0,68 | 9,12 | 2,48 |
| 2. Лимож, I. Pouyat, высшего сорта | 64,28 | 23,49 | 0,87 | 1,77 | следы | 1,11 | 3,07 | 5,48 | 0,69 |
| 3. То же, обыкновенное тесто | 64,52 | 22,07 | 0,97 | 2,10 | следы | 1,35 | 3,13 | 5,60 | 0,57 |
| 4. Лимож, L. Sazerat, высшего сорта | 64,32 | 23,64 | 0,83 | 0,86 | следы | 2,66 | 1,82 | 5,98 | — |
| 5. То же, обыкновенное тесто | 60,42 | 26,47 | 0,52 | 1,37 | — | 2,75 | 1,60 | 7,19 | — |
| 6. То же, тесто тяжелого Ф. | 60,53 | 26,37 | 0,75 | 0,69 | следы | 2,95 | 1,44 | 6,39 | — |
| 7. Лимож, Gu é rin et C-ie, высший сорт | 65,61 | 23,07 | 0,65 | 0,80 | следы | 2,94 | 2,72 | 4,50 | — |
| 8. То же, обыкновенное тесто | 66,00 | 22,59 | 0,36 | 1,68 | — | 2,71 | 1,80 | 5,59 | — |
| 9. То же, для лепки фигур | 65,79 | 23,51 | 0,31 | 1,59 | — | 2,01 | 1,73 | 5,89 | — |
| 10. Виерзон, высший сорт и тяжелое фарфор. тесто | 66,97 | 20,92 | 0,64 | 2,06 | следы | 2,75 | 0,41 | 5,43 | — |
| 11. Галь (Бельгия) | 63,48 | 25,00 | 0,51 | 1,06 | — | 2,26 | 0,19 | 6,76 | — |
| Галь, тяжелое фарф. тесто | 63,95 | 25,59 | 0,69 | следы | 0,54 | 2,07 | 0,98 | 6,62 | — |
| 12. Берлин, сервизное фарф. тесто | 63,07 | 24,67 | 0,59 | — | 0,40 | 4,25 | 7,00 | — | |
| 13. Карлсбад | 66,78 | 22,70 | 0,55 | 0,97 | следы | 1,07 | 1,51 | 6,07 | 0,55 |
| 14. То же | 65,17 | 23,63 | 0,51 | 1,09 | следы | 2,92 | 0,90 | 5,98 | 0,70 |
| 15. Японский Ф. | 74,53 | 16,09 | 1,03 | 0,06 | 0,25 | 4,37 | 1,19 | 2,83 | — |
| 16. То же | 71,31 | 19,74 | 0,73 | 0,17 | — | 4,04 | 0,10 | 4,01 | — |
| 17. То же | 71,60 | 18,71 | 1,19 | следы | — | 4,16 | 0,18 | 4,68 | — |
| 18. Китайский Ф. | 69,00 | 23,60 | 1,20 | 0,30 | — | 3,30 | 2,90 | Обожжен. тесто. Анализы других авторов | |
| 19. То же | 70,00 | 22,20 | 1,30 | 0,80 | — | 3,60 | 2,70 | ||
| 20. То же | 73,30 | 19,30 | 2,00 | 0,60 | — | 2,50 | 2,30 | ||
Если соединить сходственные по составу массы, что будет в то же время отвечать и сходству свойств, то мы получим четыре характерные группы (E. Bourry, 1897) следующего состава:
| Кремнезем | Глинозем | Окись железа | Известь | Кали | Натр | |
| 1. | 59,6 | 32,6 | 0,6 | 4,5 | 2,0 | 0,7 |
| 2. | 67,8 | 26,7 | 0,7 | 0,8 | 2,9 | 1,1 |
| 3. | 69,1 | 24,0 | 0,7 | 1,6 | 2,3 | 2,3 |
| 4. | 75,5 | 19,0 | 1,0 | — | 4,3 | 0,6 |
Для большей наглядности можно представить эти 4 типа в виде следующей формулы, в которой КО означает плавни, R 2O3 глинозем и окись железа, SiO 2 кремнезем и количество R 2O3 принято за единицу. 1-й тип, севрский Ф., выразится формулою: 0,35RO, R 2O3, 3SiO2; если включить в ту же группу сходные с ним мейссенские и венские фарфоры, то формула несколько изменится и представится в виде: 0,30—35 RO, R 2O3; 2,8—3,5 SiO2. 2 -й тип заключает в себе некоторые массы теста из Лиможа и Виepзона, галльский, берлинский и карлсбадский Ф. Формула их следующая: 0,20—0,30 RO, R 2O3; 4,2—4,8 SiO2. 3 -й тип, соответствующий тесту высшего качества в Лиможе: 0,40—0,45 RO, R 2O3; 4,8—5,3 SiO2. 4 -й тип — китайский и японский Ф.; из них первый представляется формулою: 0,40—0,45 RO, R 2O3; 5,5—6,0 SiO2, второй — формулою: 0,30—0,40 RO, R 2O3, 6,2—7,4 SiO2. Группы расположены здесь по своей огнеупорности в таком порядке, что севрский Ф. со схожими с ним массами является самым огнеупорным, плавкость его определяется № 15-м пироскопа Зегера, что приблизительно соответствует 1430° Ц., а китайский № 12-му пироскопа, что отвечает 1370° Ц. (M. Vogt). Принимая в расчет аналитические данные Зегера, можно с некоторым приближением составить себе представление о составе фарфорового теста в следующем виде:
| Углекислая известь | Часть, разлагаемая серной кислотой | Часть, не разлагаемая серной кислотой | |||
| Каолинит | Пылевая слюда | Кварц | Полевой шпат | ||
| 1 группа | 6,47 | 59,80 | 6,57 | 12,05 | 15,11 |
| 2 группа | — | 48,89 | 6,28 | 24,28 | 20,49 |
| 3 группа | — | 40,99 | 4,13 | 23,87 | 31,11 |
| 4 группа | — | 33,13 | 9,56 | 42,60 | 14,71 |
Содержание извести во 2-й, 3-й и 4-й группах по незначительности не принято в соображение. Представленные выводы хотя и не могут вполне точно отвечать всем видоизменениям в составе теста для твердого Ф. сообразно требованиям формовки (пластичность), известным условиям обжига и, наконец, — качествам сырого материала, имеющегося под руками, но, во всяком случае, могут с пользою служить как руководящее начало при составлении фарфоровой массы. Тесто фарфоровой массы значительно менее пластично, чем масса других видов глиняных изделий, вследствие малой пластичности каолина, а потому формовка фарфоровых изделий представляет некоторые трудности. Для улучшения качеств фарфорового теста его подвергают более продолжительному вылеживанию с гноением и усиленному мятью (см. Фаянс); с тою же целью иногда заменяют частью каолин пластичною белою глиной, но эта последняя ухудшает достоинство массы, сообщая ей окрашивание и действуя в ущерб прозрачности. По исследованиям Фогта, Земятченского и др., подмесь к каолину пылеобразной слюды увеличивает пластичность каолина, ибо слюда, приведенная в неосязаемый по тонкости порошок, может давать связное тесто с водою; этим объясняется то, что тесто китайских и японских фарфоров пластичнее европейских, так как восточные каолины содержат до 20—25% пылевой слюды, между тем как европейские — всего до 10%.
Состав и свойства глазури. Глазури для твердого Ф. представляют кремнеглиноземистые соединения щелочей (кали и натр) и щелочноземельных окислов — по преимуществу извести, следовательно, по составу глазури совершенно подобны тугоплавкому, глиноземсодержащему стеклу. Глазури, в составе которых количество извести преобладает над щелочами, почитаются за известковые, в противном случае они называются полевошпатовыми или щелочными. Щелочные глазури наносятся на поверхность более толстым слоем, чем известковые, и при этом не обладают такой прозрачностью, как последние, но ввиду того, что щелочная глазурь сообщает поверхности черепа более приятный и мягкий (бархатистый) блеск, она предпочитается известковой, хотя эта последняя лучше проникает в массу черепа и, след., соединяется с ним прочнее. При обжиге Ф. спекание массы черепа происходит одновременно с плавлением глазури в отличие от обжига фаянсов (см.); поэтому для техники является нелегкою задачею согласовать состав черепа и состав глазури с известной температурой обжига. В прилагаемой таблице можно видеть несколько примеров состава глазурей более известных заводов и составить себе понятие о соотношениях между кремнеземом-глиноземом и плавнями (1-й анализ Фогта, остальные Зегера):
| Кремнезем | Глинозем | Окись железа | Известь | Магнезия | Кали | Натр | Потеря от прокаливания и пр. | |
| 1. Пегматит, употребляемый в Севре | 70,64 | 16,87 | 0,73 | 1,31 | 0,20 | 4,22 | 4,97 | 0,34 |
| 2. Пегматит, употребляемый в Лиможе | 76,11 | 14,61 | 0,66 | 1,44 | 0,42 | 2,99 | 3,03 | 1,23 |
| 3. То же | 75,99 | 14,80 | 0,37 | 1,09 | 0,36 | 4,31 | 3,49 | 0,65 |
| 4. Глазурь берлинской мануфактуры. | 73,24 | 13,97 | 0,31 | 2,57 | 0,51 | 4,81 | 1,71 | 3,83 |
| 5. Глазурь японская | 61,97 | 12,92 | 0,39 | 9,59 | Следы | 4,17 | 1,12 | 10,21 |
| 6. То же | 64,96 | 12,74 | 0,80 | 8,78 | Следы | 1,95 | 2,30 | 9,35 |
| 7. Глазурь китайская, светло-зеленая | 64,80 | 14,33 | 1,39 | 10,09 | 1,55 | 5,61 | 0,81 | 1,39 |
Незначительное количество фосфорной кислоты в японской глазури (от 0,16—0,3) и титановой — в китайской не принято в соображение.
Первые четыре глазури принадлежат к щелочным, или полевошпатовым, остальные — к известковым; эти последние (восточные) приготовляются из горной породы, сходной с пегматитом, которая, будучи тонко измельчена, смешивается с известковым молоком (E. Bourry, 1897). Чтобы яснее видеть соотношение плавней с кремнеземом и глиноземом, примем количество глинозема R 2O3 за единицу, а к плавням RО отнесем сумму щелочей, щелочных земель и окиси железа, тогда отношение этих окислов к кремнезему SiO 2 выразится следующими формулами:
| 1. | 0,93 | RO | R2O3 | 6,96 | SiO2 |
| 2. | 0,81 | RO | R2O3 | 8,74 | SiO2 |
| 3. | 0,89 | RO | R2O3 | 8,55 | SiO2 |
| 4. | 1,00 | RO | R2O3 | 8,91 | SiO2 |
| 5. | 1,82 | RO | R2O3 | 8,04 | SiO2 |
| 6. | 1,69 | RO | R2O3 | 8,54 | SiO2 |
| 7. | 1,92 | RO | R2O3 | 7,35 | SiO2 |
Формулы глазурей расположены по относительной плавкости, под теми же номерами, как и анализы, причем № 1-й — самый трудноплавкий, что понятно из того, что количество плавней в последних трех почти вдвое более предыдущих. Отсюда также мы видим, что китайская и японская фарфоровая масса плавится при несколько низшей температуре, чем европейский твердый Ф. Во Франции почти повсюду для глазури употребляется выветрившийся пегматит из Saint-Irieux; в таком состоянии он представляется смесью полевого шпата, кварца и каолина; в известных случаях для исправления степени его плавкости прибавляют некоторое количество кварца. Глазури, составленные смешением кварца, каолина, мела и проч., употребляются в России, Германии и Австрии, где часто можно встретить употребление известковой глазури, как в Китае и Японии. Помещаем несколько примеров (восточные приведены ранее) такого сорта глазурей по Прёсселю (Pr össel):
| Кварца | 34,5 | 32,0 | 27,0 | 50,0 | 44,0 |
| Каолина | 9,5 | 7,0 | 8,0 | 37,5 | 30,0 |
| Полевого шпата | 32,5 | 37,0 | 32,0 | — | — |
| Углеизвестковой соли (мел) | 12,0 | 11,0 | 16,5 | 12,5 | — |
| Серно-известковой соли (гипс) | — | — | — | — | 13,5 |
| Боя фарфорового бисквита | 11,5 | 13,0 | 16,5 | — | 12,5 |
(См. также статью Глазурь).
Приготовление фарфорового теста и заминки. По предварительной отборке сырые материалы подвергаются измельчению перемалыванием с водою. Отмеривание составных частей теста производится или в сухом виде с последующим за тем перемалыванием, как это производится в Лиможе, или составные части, предварительно смолотые с водою — каждая в отдельности, сливаются и смешиваются в виде густой жидкости (см. Фаянс). Каков бы ни был способ измельчения и отмеривания, готовое жидкое тесто тщательно процеживается через сито и в некоторых случаях подвергается очищению от содержащейся в нем окиси железа (электромагнитами) и, наконец, уплотнению в фильтр-прессах (см. Фаянс). Перед формованием уплотненное тесто скатывается в комья или вальки и подвергается вылеживанию и гноению довольно продолжительное время в сыром месте. Затем перед самым формованием тесто замачивается водою, если оно недостаточно влажно, и заминается на бороздчатых бегунах или в машине Фора и затем валяется вручную (см. Фаянс).
Разделка теста на изделия, или формовка, ввиду малой пластичности массы для твердого Ф. представляет большие трудности. Кроме того, фарфоровые изделия при обжиге до температуры спекания массы находятся в размягченном состоянии, отчего стенки изделий под давлением собственной тяжести легко оседают; вследствие этого приходится придавать различную толщину частям изделия, увеличивая ее в тех местах, на которые изделия опираются при установке в печь, и уменьшая в свободных. Затем, весьма важное обстоятельство представляет однообразная плотность массы черепа. Очевидно, что при неравномерности ее стенки изделия при размягчении будут садиться более в менее плотных частях, и наоборот, отчего произойдет искривление приданной формы. Одинаковость плотности массы достигается тщательным и продолжительным заминанием массы теста и приемами формования, при которых избегается неравномерное давление на стенки изделия, чтобы не произвести уплотнение массы в одном месте более, чем в другом. Приемы формования твердого Ф. в общем одинаковы с формованием полевошпатового тонкого фаянса (см.), а потому здесь ограничимся лишь несколькими краткими замечаниями, относящимися исключительно к твердому Ф. Ручная формовка в гипсовых формах требует особенно тщательной подготовки массы в виде пластин соответствующей толщины и прочих размеров для заполнения всех изгибов во внутренности гипсовой формы. Такие заготовки, во избежание разрывов, вследствие малой пластичности теста, при переносе их в форму, готовятся на полотняной или кожаной подстилке. По наложении пластины на форму полотно или кожа отделяются, и затем осторожным надавливанием мокрой губкой форма окончательно заполняется. По высыхании изделия и извлечении его формовку дополняют отделкой, при чем удаляют наплывы (пена) от швов при разъемной сложной форме. Ручное точение на вращающихся гончарных станках имеет ту особенность, что при малой пластичности теста стенки изделий не могут быть разделаны до надлежащей тонины (очевидно, в этом случае могут быть редкие исключения) и почти всегда делаются толще для устойчивости при вращении, что изменяет очертания поверхностей; вследствие этого для придания надлежащей формы изделие высушивается до приобретения им достаточной твердости, чтобы возможно было затем подвергнуть его дополнительной обработке. Вторичное точение производится как на обыкновенных вертикальных станках с ножным или механическим приводом, так и на горизонтальных, подобных токарному станку для дерева и металлов. Для точения служат стальные инструменты, подобные токарным долотам, с острыми лезвиями различного вида. При вторичной обработке наблюдается, чтобы поверхность предмета была надлежащей влажности, ибо слишком сухое изделие делается хрупким, а потому его по мере надобности увлажняют губкой. Обработка заканчивается полировкой стальными или роговыми пластинками. Разделка на вращающихся станках с помощью формы и калибера отличается от формовки тонкого фаянса (см.) только тем, что всегда ей предшествует заготовка на станках предварительных пластов для наполнения формы и точения посредством калибера для более открытых изделий. Для полых и глубоких изделий заготовки принимают вид, соответствующий глубине полости, в роде колпака (housse), причем им необходимо придавать весьма правильную форму со сглаженной поверхностью. Для окончательной отделки поверхности изделий во многих случаях прибегают к вторичной обработке после достаточной просушки (см. выше). Для выделки плоских открытых изделий (тарелок и т. п.) пользуются также механическим способом разделки, устроенным впервые Фором (Faure) в Лиможе. При этом способе изделие разделывается в четыре приема: 1) формование предварительной пластины (croute); 2) центрирование пластины на гипсовой форме; 3) разделка наружной поверхности посредством калибера; 4) закругление и сглаживание краев посуды. Производительность по способу Фора достигает 60 тарелок в час. Формовка на вращающихся станках c калибером — употребительнейший способ для выделки фарфоровых изделий. Формовка отливкою жидкого теста. Выделку очень тонкостенных фарфоровых изделий, узкогорлых длинных сосудов, реторт и проч. по неустойчивости и хрупкости массы почти невозможно производить на вращающихся станках. Способ отливки жидкого теста описан в ст. Фаянс; применение его к Ф. не представляет никаких особенностей.
Сушка отформованного твердого Ф. производится почти исключительно в формовочных мастерских на полках, отапливаемых обыкновенными способами, или в сушильных аппаратах (см. Фаянс).
Нанесение глазури на поверхность изделий имеет ту особенность, что высушенные изделия с целью укрепить массу черепа и дать ему надлежащую пористость подвергаются слабому обжигу, приблизительно ок. 800° Ц.; обжиг этот надо считать скорее за продолжение сушки, так как некоторые изделия могут быть политы глазурью и без употребления этого приема. Предварительный обжиг производится, пользуясь теряющимся теплом в верхнем ярусе фарфорообжигательной печи, и должен быть произведен лишь в такой степени, чтобы сообщить черепу надлежащую крепость; слишком сильный обжиг уменьшает пористость поверхности и может сделать череп мало способным к принятию глазури. Для предохранения изделий при слабом обжиге от копоти и золы — пользуются муфелями или так наз. капселями (см. ниже); укладка изделий в капселя не представляет особых затруднений, так как масса черепа остается во время обжига в твердом и пористом состоянии (см. Фаянс). Глазурь для покрытия черепа при Ф. готовится таким же способом, как и при фаянсе (см.). Нанесению глазури должно предшествовать очищение поверхности черепа от пыли и проч. Изделия из твердого Ф. покрываются глазурью почти всегда способом погружения, только для очень тонких и хрупких изделий погружение заменяется опрыскиванием посредством пульверизатора. При погружении вещи берутся осторожно пальцами за те места, которые могут быть оставлены не покрытыми глазурью, или такие, которые могут быть после сделаны глазурью посредством кисти. В некоторых случаях для захватывания изделия применяют щипцы с острыми концами.
Обжиг. Лучшим топливом для обжига Ф. должно почитаться сухое дерево, дающее чистое длинное пламя, а потому оно и удерживается в настоящее время там, где это считается выгодным. Обжигание Ф. на каменном угле обходится дешевле; в настоящее время, с усовершенствованием устройства печей употребление угля сделалось почти повсеместным. На фиг. 1 представлена круглая двухъярусная печь, служащая для обжига твердого Ф. почти повсеместно в Германии, Лиможе, Копенгагене и др. местах.
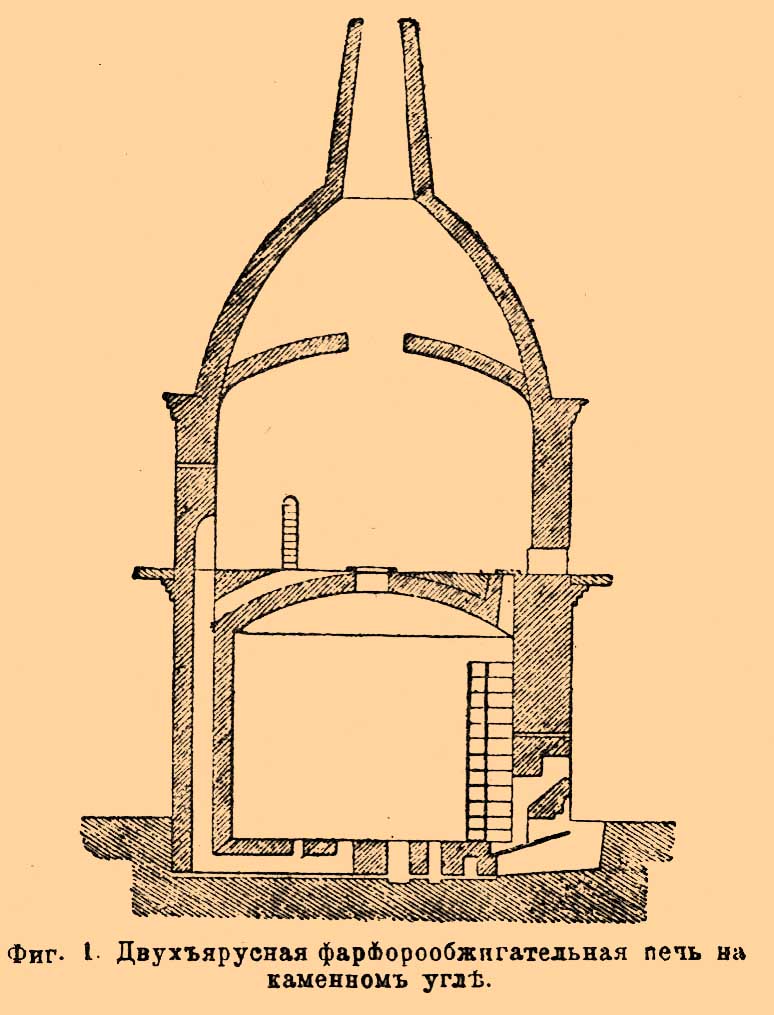
Фиг. 1. Двухъярусная фарфорообжигательная печь на каменном угле.
Нижнее помещение печи (горн) служит для окончательного обжига Ф. на большом огне, верхняя камера, поставленная на его своде, — для обжига на малом огне перед покрытием изделий глазурью. Нижняя камера окружена несколькими топками, число которых изменяется от 3 до 8, смотря по размеру печей; для лучшего распределения теплоты предпочитают устраивать печи, внутренний диаметр которых не превышает 5—6 м при высоте нижней камеры почти равной диаметру и лучше немного меньшей; камера 2-го яруса строится меньшей емкости в силу того, что изделия при обжиге на малом огне занимают меньше места. Направление пути пламени из топок таково, что оно, поднявшись до свода, опрокидывается вниз и уходит в виде печных газов в несколько отверстий пода нижней камеры, затем боковыми ходами, проделанными в толще окружки, призывается тягою трубы во 2-й ярус, откуда через отверстия в своде выносится трубою на свободу. Заслуживающее внимания изменение устройства печей этого типа заключается в том, что назначение обоих ярусов получается обратное, т. е. верхняя камера служит для обжига на большом огне (горном), а нижняя для малого. Для этого топки переносятся к окружке верхнего яруса, и призыв печных газов на свободу производится боровом под подом нижней камеры, в отдельно стоящую трубу. Очевидно, что при таком устройстве печные газы в обеих камерах, поднявшись до свода, должны повернуть к поду, отчего они проходят более длинный путь в стойле печи, чем в первой описанной печи, а потому находятся в более выгодных условиях для передачи тепла капселям с изделиями. О печах непрерывного действия — см. Фаянс. Время обжига твердого Ф. продолжается между 18—36 и иногда до 40 часов, при обжиге на дровах он тянется до 48 час. С легкого подогревания печи, при чем изделия теряют заключающуюся в них влагу, до приблизительно 1200° ведение обжига не представляет особенных затруднений, но начиная с этой температуры обжиг ведется в восстановительной атмосфере газов (с целью перевести заключающуюся в массе Ф. окись железа в закись), при чем легко получается копоть, которая садится на глазурь и производит черноту. Кроме того, обжиг твердого Ф., как массы, размягчающейся на большом огне, вообще представляет значительно большие трудности, чем фаянс. Охлаждение ведется при том же состоянии атмосферы горна до затвердения глазури, после чего, именно ниже 800°, допускают некоторый избыток воздуха. Нагрузка фарфорообжигательной печи (фиг. 2 и 3) ведется так же, как и для полевошпатового фаянса (см.).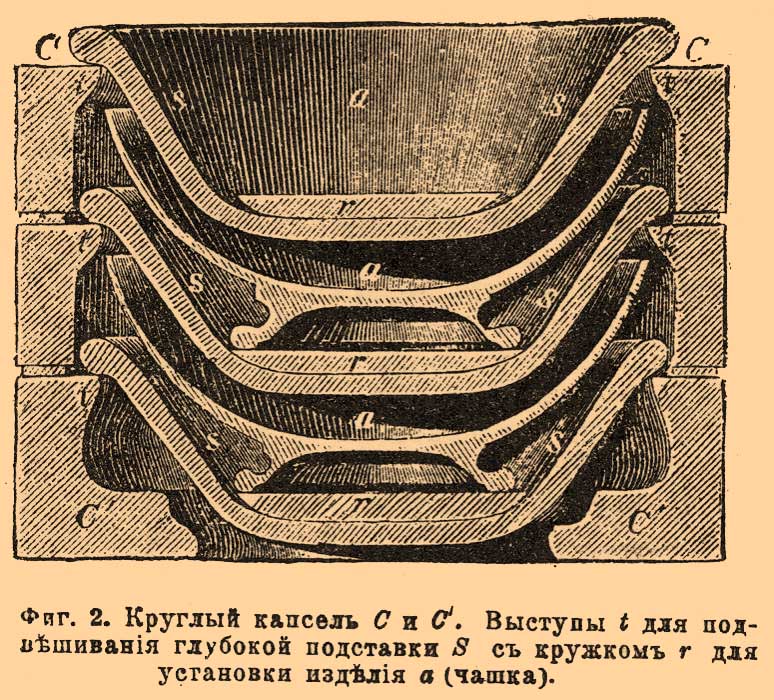
Фиг. 2. Круглый капсель С и C'. Выступы t для подвешивания глубокой подставки S с кружком r для установки изделия а (чашка).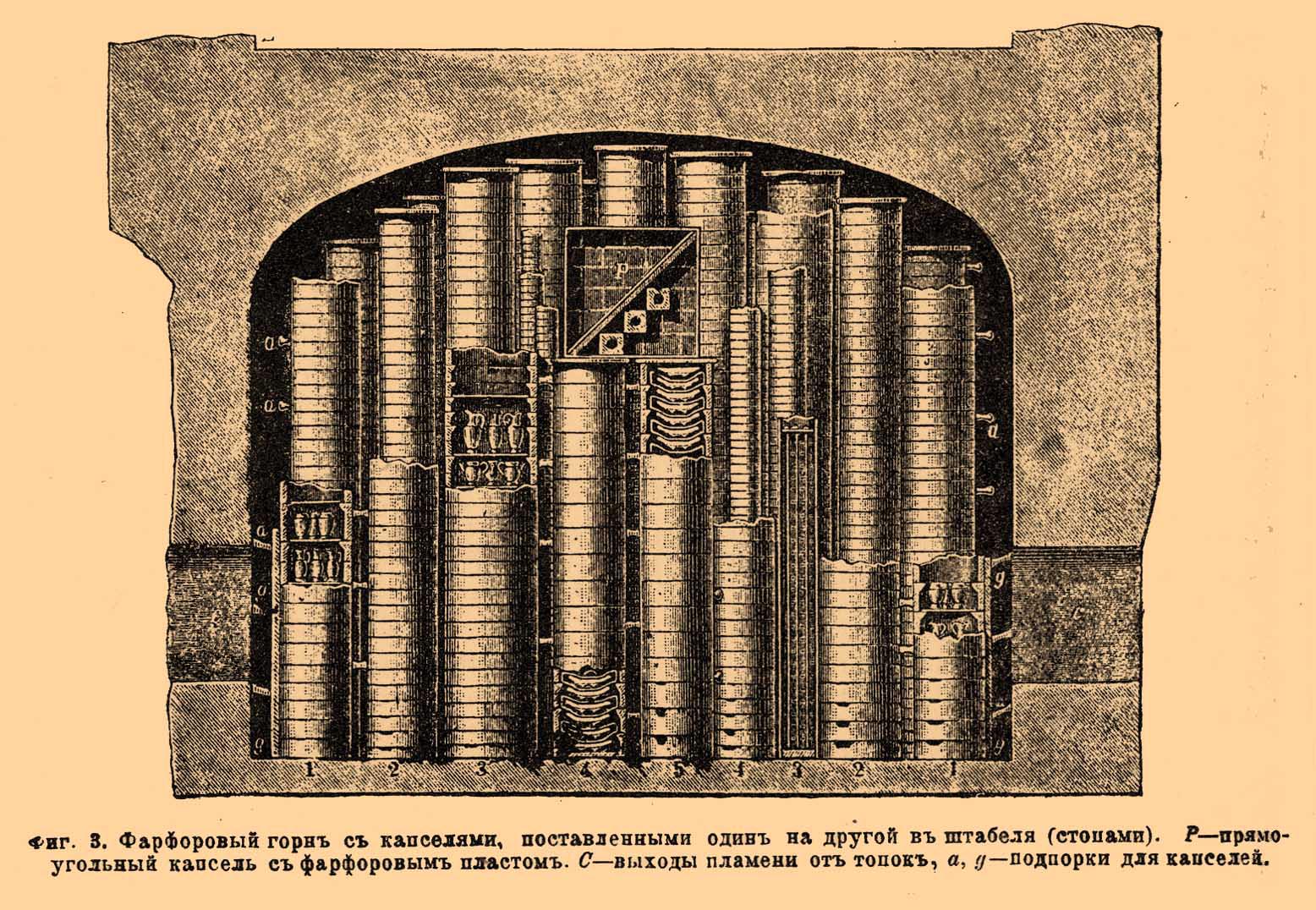
Фиг. 3. Фарфоровый горн с капселями, поставленными один на другой в штабеля (стопами). Р — прямоугольный капсель с фарфоровым пластом. С — выходы пламени от топок, а, g — подпорки для капселей.
Вследствие более высокой температуры при обжиге Ф. для капселей требуется более огнеупорная глина, а способность Ф. размягчаться во время большого огня вызывает устройство в капселях особых приспособлений для отдельной установки каждой вещи (см. Фаянс). Вообще, установка Ф. для обжига требует большой опытности, как для выигрыша места, так и для самого успеха обжига.
Украшение твердого Ф. Для окрашивания массы черепа могут быть применены лишь немногие окислы металлов вследствие высокой температуры обжига, при которой большинство окислов улетучивается; поэтому окрашивание массы не представляет большого разнообразия. Синее окрашивание достигается окислами кобальта, серое — окисью иридия, буроватые оттенки — хромово-железной солью и окислами марганца и п
| "БРОКГАУЗ И ЕФРОН" >> "Ф" >> "ФА" >> "ФАР" >> "ФАРФ" |
Статья про "Фарфор" в словаре Брокгауза и Ефрона была прочитана 1898 раз
| Бургер двойного помола |
| Куриный суп |
TOP 15
- Волос
- Проно
- Степные животные
- Гимнастика
- Индийский океан
- Архитектура
- Сравнение, в литературе
- Манда
- Клитры
- Колесование
- Испарение
- Травоядные животные
- Оплодотворение у pacтений
- Вредные насекомые
- Электризация тел