
БНБ
"БРОКГАУЗ И ЕФРОН" (121188)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Трубы гончарные
Определение "Трубы гончарные" в словаре Брокгауза и Ефрона
Трубы гончарные
Трубы гончарные*
— бывают водопроводные или канализационные и дренажные; из них первые обыкновенно глазуруются и употребляются, кроме того, для проведения воздуха и дыма, а вторые только для отвода воды. Материалом для производства Т. служит, главным образом, обыкновенная глина, но несравненно лучше хотя бы слабо огнеупорная, а затем разного рода плавни, глазурь, соль, деготь и пр. Отлежавшаяся на воздухе глина (см.), хорошо выветренная и для этого несколько раз переделанная лопатами, подготовляется сухим или мокрым путем для выделки Т. В первом случае глина высушивается на воздухе или в сарае, измельчается и после того прессуется; во втором сначала подвергается смачиванию и мятью, после чего уже идет в пресс. Иногда сушку глины, для ускорения, производят в сушильнях, но тогда надо остерегаться, чтобы глина не была слишком просушена. Степень просушки составляет в подготовке ее главное условие для успеха работ и узнается на ощупь; если при этом ощущается в глине сухой холод — то просушка хороша; если же ощущается тепло — то глина пересушена и для работы сухим путем негодна. Способ выделки сухим путем более пригоден для глин, трудно пропитываемых водой, хорошо удерживающих формовку, и наоборот, выделка мокрым путем более пригодна для глин, сильно пропитанных водой, т. е. с содержанием ее более 70% (см. Глина). Прибавки к глине веществ, делающих ее более тощей, следует делать до поступления ее в мешальные аппараты. В Германии на более значительных заводах, выделывающих Т. и черепицу (см.), употребляют для этой цели центробежные мельницы (Carra). Если требуется к глине прибавить другие глины и смешать их между собой, а также прибавить, напр., известк. молоко, то это лучше всего делать во время отмучивания. Для улучшения качества глины рекомендуют дать ей затем вылежаться в продолжение 4—8 недель, смотря по степени ее жирности. После этого глина легче обрабатывается, делается пластичнее и, по Бишофу, лучше переносит обжиг. Английские Т., выделываемые из такой именно вылежавшейся глины, известны своей прочностью даже при диам. 30". Из опытов, произведенных лондонской комиссией, оказалось, что трубы диам. 12" при толщине стенок от 9/16 до 10/16 дюйма выдерживали давление столба воды в 450 фут. высотой. Самое совершенное разминание и смешение глины для образования вполне однородной массы производится глиномялками (см.).
Форма, размеры и испытание труб. Т. бывают по преимуществу круглой формы, а иногда и формы  с плоским основанием. Длина Т. водопроводные глазированных обыкновенно равна 2 футам, когда диаметр не превосходит 12"; более же 12" и до 24" Т. бывают длиной в 2½ фута. Дренажные трубы бывают круглой формы и не покрываются глазурью, диам. от 1" до 5½", а в Англии и до 6".
с плоским основанием. Длина Т. водопроводные глазированных обыкновенно равна 2 футам, когда диаметр не превосходит 12"; более же 12" и до 24" Т. бывают длиной в 2½ фута. Дренажные трубы бывают круглой формы и не покрываются глазурью, диам. от 1" до 5½", а в Англии и до 6".
Толщина стенок Т. различна смотря по диаметру, впрочем, в последнее время в Германии принята равной 1/10 части диаметра, начиная с диам. в 3" и более; Т. же меньшего размера имеют толщину, равную 1/5 диаметра.
Дренажные Т. при испытании должны удовлетворять след. условиям. 1) Они должны быть надлежащей длины, иметь определенный диаметр по всей длине и представлять в поперечном сечении правильный круг; разница в диаметрах одного и того же поперечного сечения не допускается более 2 линий. 2) Т. должна быть совершенно прямая; допускается такая только кривизна, стрела которой не превосходит 2 линий на длину Т. в 1 фут. Прямизна Т. поверяется укладыванием ее кривым участком на гладкую доску, при чем линейка толщ. в 2 линии не должна проходить в промежуток между Т. и доской. 3) Т. должны быть без трещин и хорошо обожжены. Хорошее качество Т. можно узнать по чистоте звука, ударяя две Т. одна о другую, но лучше качество Т. определять количеством воды, поглощаемой сухой Т., для чего, взвесив Т., погружают на сутки в воду, потом опять взвешивают и если прибавится веса более чем на 15%, то Т. бракуют. 4) Т. должны хорошо выдерживать действие мороза, и если время года не позволяет подвергать их непосредственному испытанию, то несколько Т. из каждой партии кипятят минут 10 в растворе сернокислого натра (на 2 ч. сернокислого натра 1 ч. воды) и, высушив на воздухе, смотрят, какое произведет на них действие кристаллизация этой соли, оказывающая однородное действие с действием мороза (способ Браза).
Формовка Т. производится ручным и машинным способом. 1) От руки, на обыкновенном формовальном столе (см. Гончарное произв.) могут быть приготовлены только короткие Т. до 1' длиной. Для изготовления Т. большей длины заготовляется ком глины, имеющий длину, равную длине предполагаемой Т., а в ширину на 1½" более, чем ее окружность, затем, посредством направляющих брусков, натянутой в раме проволокой срезают пласты толщ. от ½ до ¾ дюйма. Такие пласты кладутся на особый стол, посыпанный мелким песком, поверхность которого выравнивается посыпкой самым мелким песком, один из краев пласта срезается наискось и смачивается водой; на другой край кладется деревянный валик, диаметр которого равняется внутреннему диаметру Т. Катя валик, навертывают на него глиняный пласт, и срезанный край его для соединения с другим краем плотно прижимают и шов выравнивают. В таком виде Т. относятся в сушильню, где и просушиваются очень старательно на полках. Изготовление Т. с раструбом диам. до 4" производится таким же способом, как и выше, но в этом случае валик на одном своем конце должен иметь утолщение, соответствующее внутреннему диаметру раструба. В том месте, где муфта соединяется с трубой, стенки Т. вследствие растягивания делаются слишком тонкими; для их утолщения снаружи Т. накладывается глиняное кольцо. Формование Т. диам. от 5 и до 12" производится или так, что сначала делают Т. всю цилиндрической, а затем вставляется в Т. пробка, диаметр которой равен наружному диаметру Т., поверх которой накладывают глиняную ленту такой ширины, чтобы ею не только покрывалась поверхность пробки, но и часть Т., с которой лента и соединяется плотно, или же Т. формуют в деревянных формах. Формы эти состоят (по высоте) из нескольких звеньев, а в поперечном сечении из двух половинок (рис. 1), соединенных железными кольцами, которые в свою очередь прикрепляются винтами.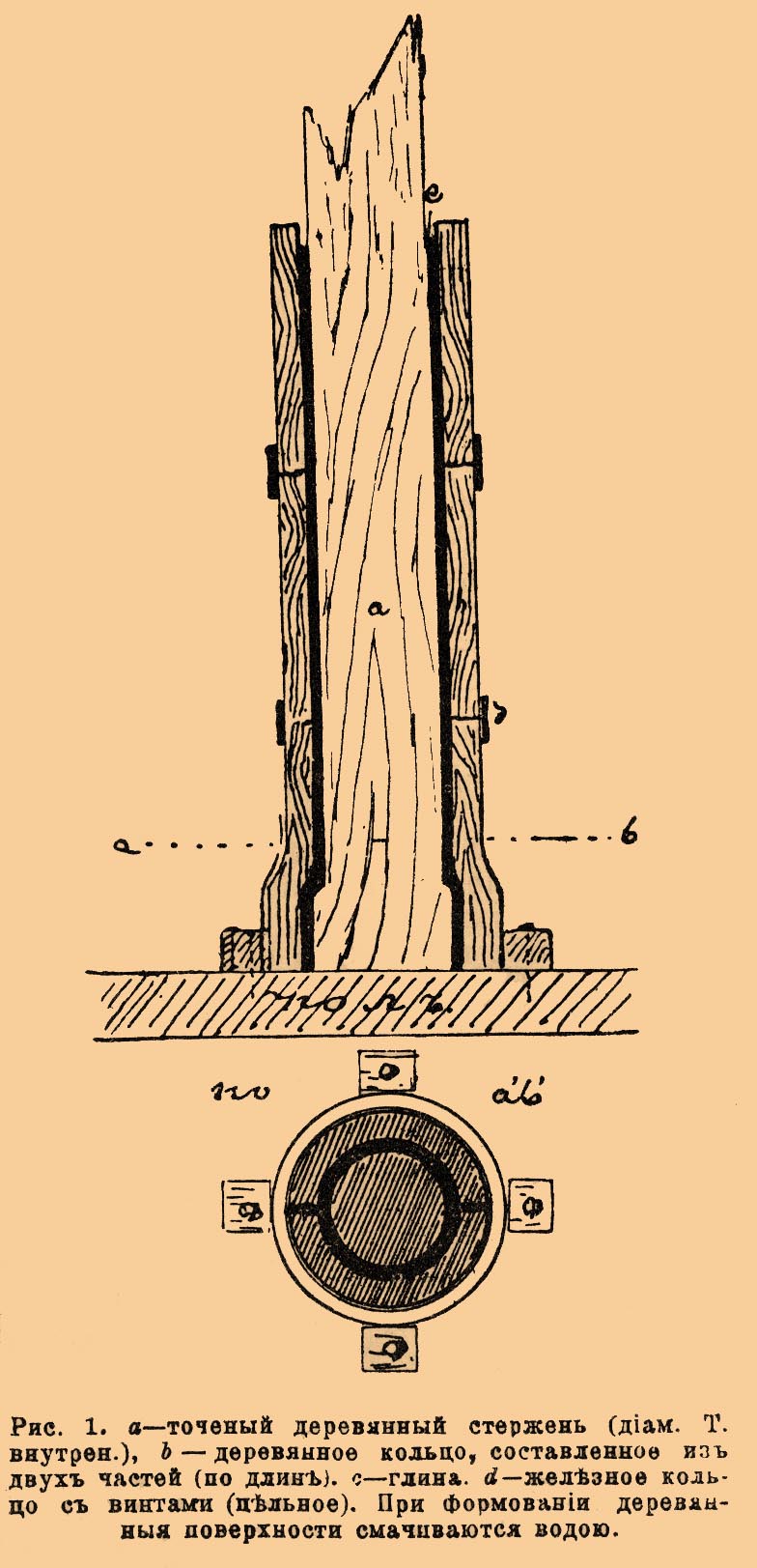
Рис. 1. а — точечный деревянный стержень (диам. Т. внутрен.). b — деревянное кольцо, составленное из двух частей (по длине). с — глина. d — железное кольцо с винтами (цельное). При формовании деревянные поверхности смачиваются водою.
Готовая хорошо промятая глина уминается в форму руками или колотушками. 2) Формовка машинами. Т. малого диаметра (дренажные) выдавливаются ручными машинами, из которых самая употребительная у нас представлена на рис. 2, где аа — полые чугунные цилиндры диам. 8 3/4 верш. и длиной 10 верш., промежуток между ними = 1 вершку.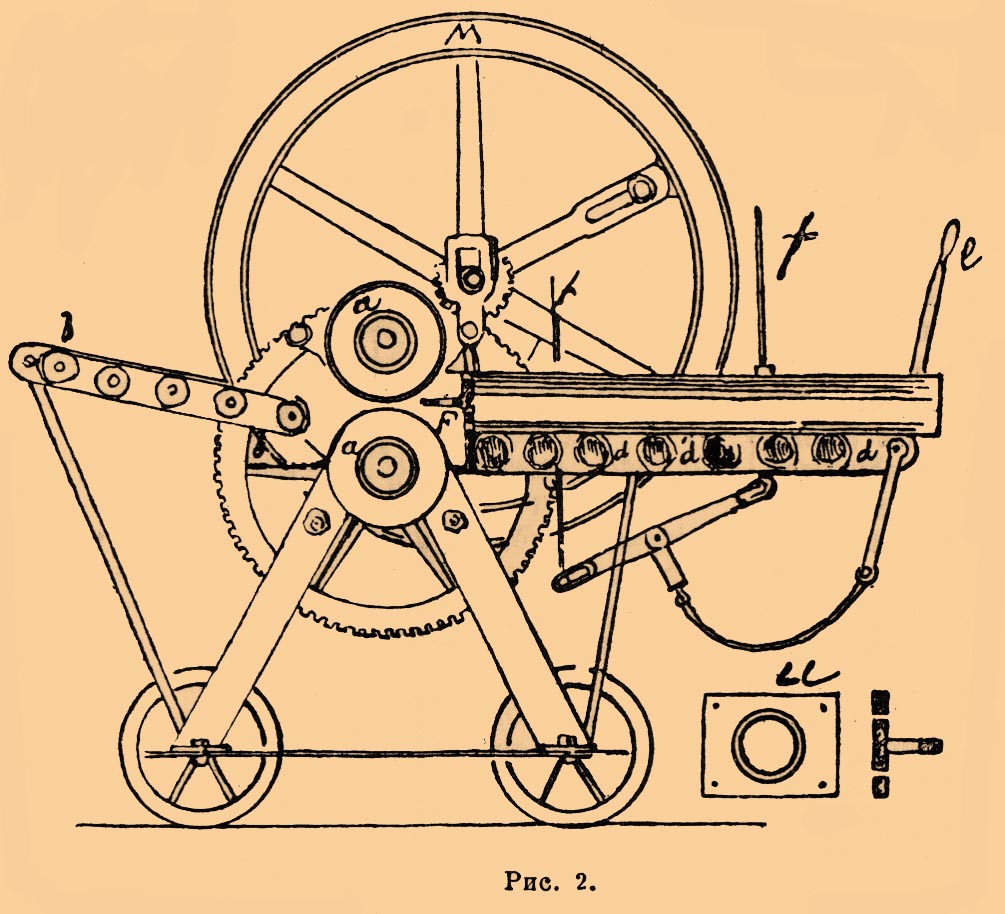
Рис. 2.
Цилиндры утверждены в железном ящике и приводятся в движение посредством шестерней, соединенных с маховиком М, на который действуют рабочие или лошадь; bb — бесконечное полотно, вращающееся на вальках, также соединенных с шестернями. Пространство F, замкнутое с боков стенками ящика, а сверху и снизу валами, снабжается спереди привинчивающейся железной доской U или мундштуком, в которой сделаны вырезы желаемой формы. Один рабочий постоянно накладывает глину на бесконечное полотно, с которого она беспрерывно передается на валы aa. Валы, захватив глину, выдавливают ее в пространство F, из которого представляется ей один выход в отверстие мундштука. По выходе из него Т. катится по валькам. Другой рабочий, наблюдающий за выходом из машины, рукояткой е опускает на изделие раму f с натянутыми на ней проволоками и разрезает ими Т. на требуемой величины части. Имеются также машины, которые при помощи горизонтального пресса формуют за раз несколько параллельных бесконечных труб. Лучшей ручной машиной для выделки дренажных труб считается в настоящее время горизонтальный пресс Иордана в Дармштадте или Л. Егера в Эренфельде (рис. 3).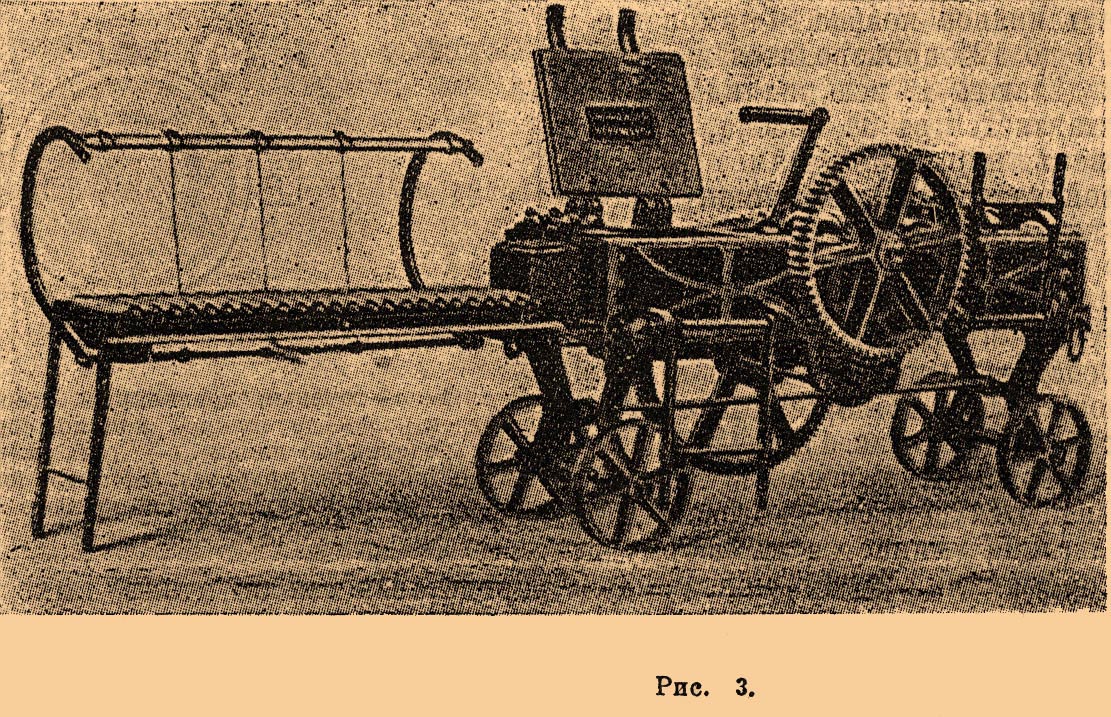
Рис. 3.
Он состоит из железного ящика, в переднюю стенку которого вставлен мундштук для труб, и в нем движется поршень
(без зазора), приводимый в движение при посредстве соединенной с поршнем зубчатой полосы и системы зубчатых передаточных колес, действием на рукоять одного или двух рабочих. Для наполнения ящика тестом в верхней его части находится крышка. Отрезной аппарат — обыкновенный, как выше описано, состоит из рамы и проволоки. Когда поршень дойдет до мундштука и рабочий не перестанет вертеть рукоятку, то может произойти поломка зубьев на колесах. Чтобы избегнуть этого, в поршневых прессах устраивают обыкновенно сигнальные звонки, указывающие рабочему время, когда он должен прекратить вращение рукоятки; в прессе же Иордана, кроме звонка, устроен еще предохранительный аппарат, автоматически останавливающий вращение рукоятки в конце хода поршня, и тогда особый рычажок становится в такое положение, что вращение рукоятки делается невозможным. Для ускорения работы глиняное тесто должно быть заранее приготовлено приблизительно в одинаковых комьях, известное число которых забрасывается в ящик пресса. Прессы Иордана и Егера устраиваются также и двойного действия с мундштуком и отрезным аппаратом с обеих сторон ящика. Формовку Т. большего диаметра (для канализации воды, воздуха и дыма) удобнее производить с помощью вертикальных прессов, причем из мундштука выходит одна лишь труба. Одинаково пригодны для формовки Т. как поршневые прессы, так и вальцевые, потому что, хотя при употреблении поршня не сообщается слоеватости массе глины, как при вальцах, но зато образуются воздушные пузыри. Недостатки поршневых прессов, состоящие еще в том, что для них требуется вполне готовое тесто и что формовка производится с перерывами, необходимыми для наполнения пресса тестом, при формовке Т. имеют небольшое значение, так как этого рода работа должна производиться тщательно, а потому не может быть и скорой. Впрочем, этот недостаток устранен в поршневых прессах двойного действия, так как в них во время прессовки поршнем теста в одну сторону позади него забрасывается новое тесто для прессовки при обратном ходе поршня. Известный заводчик Шликейзен в Берлине приготовляет улитковые прессы для труб как горизонтальные, так и вертикальные. На рис. 4 изображен вертикальный пресс для выделки водопроводных Т.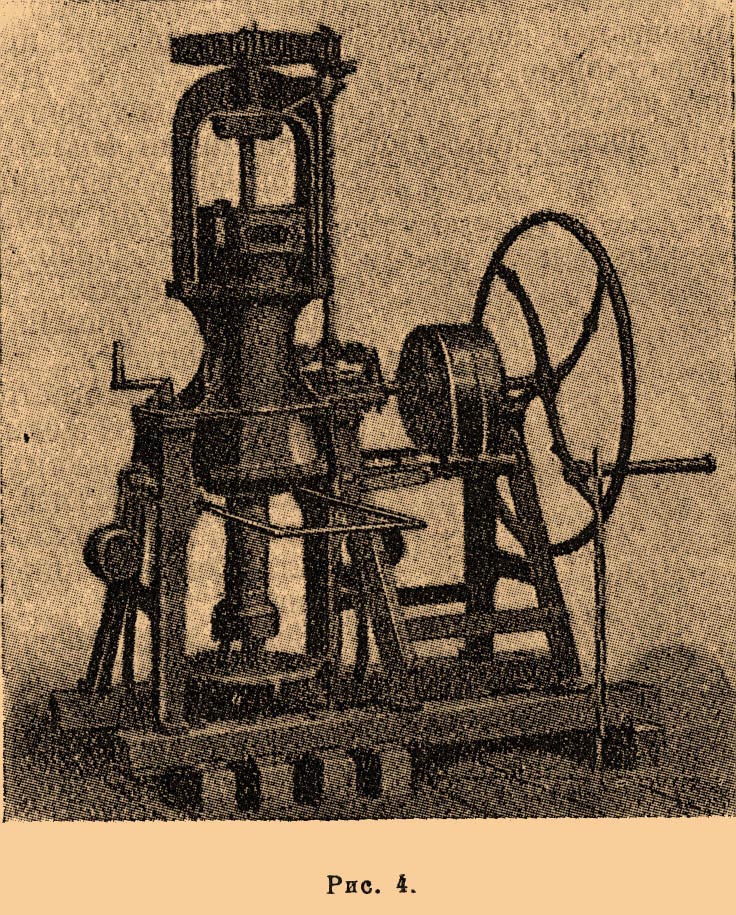
Рис. 4.
Завод Л. Егера в Эренфельде выдлывает вальцевые прессы горизонтальные и вертикальные, приобретшие себе заслуженную известность. Лежачий пресс для ручной выделки водопроводных Т. с муфтами изображен на рис. 5.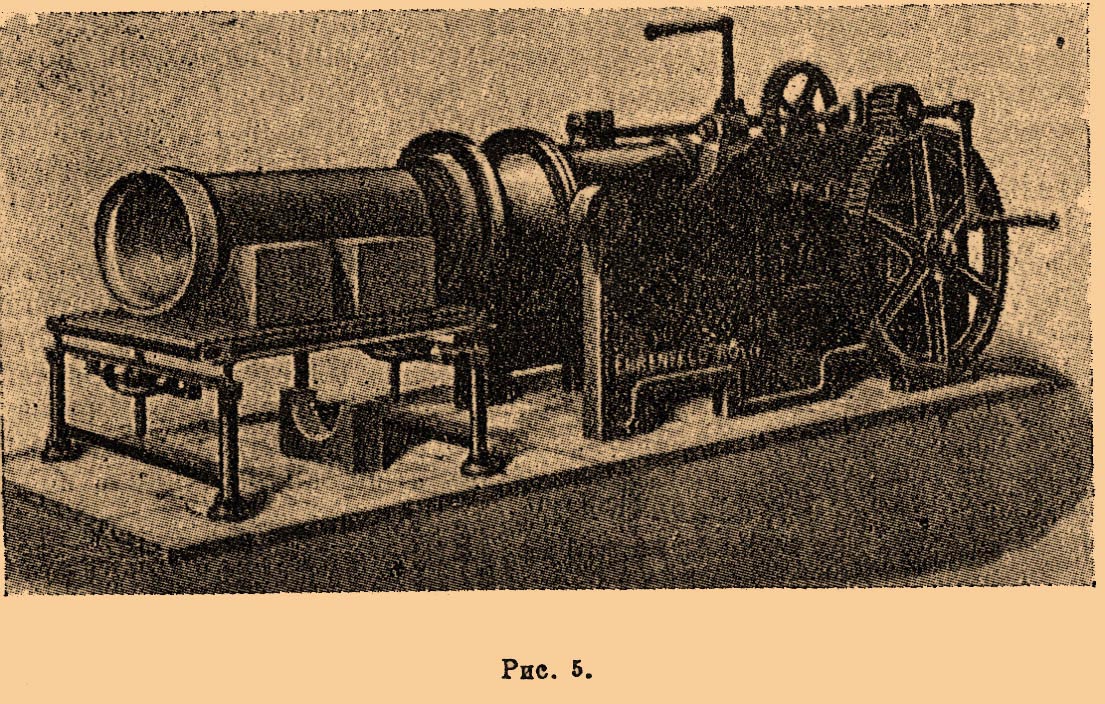
Рис. 5.
На этом прессе можно выделывать Т. диам. до 12". На рис. 6 представлен вертикальный пресс.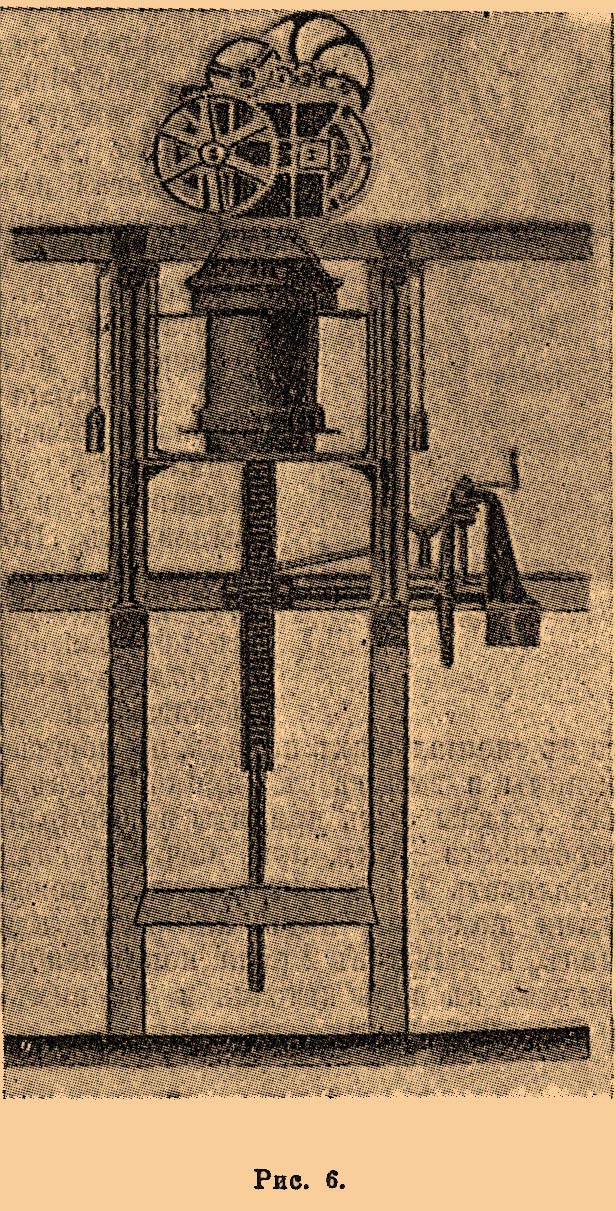
Рис. 6.
Сушка Т. Порезанные отрезными аппаратами Т. захватываются при помощи вальков или вилки, снабженной рукояткой, и кладутся в горизонтальном положении на решетку, на которой и относятся в сушильню. Т. диам. в 3 и 4 дюйма для просушки ставятся в вертикальном положении. Чтобы избежать прогиба Т. во время относки и выделки, к среднему кругу мундштука (образующему внутренность Т.) прикрепляется стержень, на который насажен деревянный цилиндр, обитый цинком и смазанный маслом. После отрезки Т. цилиндр, имеющий рукоятку, вместе с насаженной на него Т. относится в сушильню, где Т. размещаются на стеллажах, сделанных из брусков. После некоторой подсушки Т. подвергаются выправке, состоящей в прокатывании Т., выравнивании и обрезке концов. Прокатка производится на столе, посыпанном песком, вкладывая внутрь Т. деревянный валик. Для дальнейш. сушки Т. могут быть сложены в кучи, располагая их параллельно одна другой. Широкие водопроводные Т. подвергаются сушке в стоячем положении, выправка их производится выглаживанием, похлопыванием и обрезанием. По совершенной просушке Т. поступают в печи для обжига.
Обжиг в печи. Т. обжигаются лучше всего в специальных печах, но могут быть обжигаемы и вместе с кирпичом; в этом случае должны быть приняты некоторые предосторожности. Так, при нагрузке следует устанавливать Т. в промежутках между топочными шахтами, над которыми кладут кирпич, и только в 2 ряда, покрывая сверху кирпичом в виде потолка и на нем ставят опять два ряда Т. и т. д. Этим путем предохраняются Т. от изгиба и смятия концов и, кроме того, таким ограждением Т. сверху и с боков кирпичом, предупреждается осаждение на них золы от топлива. Нагрузка и установка Т. в печах производится осторожно, устанавливая их вертикально одна в другую и по высоте не более чем в два ряда. Для прохода дыма и пламени пол делается дырчатый. Лучшими печами для обжига Т. признаются конусообразные печи, но они недостаточно вместительны и занимают много места, а потому употребляются более печи, построенные по типу отражательных печей, в которых пламя сначала поступает под верхний свод печи и затем, опускаясь, обжигает нижние ряды. Обжиг достигается равномерно во всех частях печи, и брака почти не получается вовсе. Время обжига и количество нужного топлива определяются теми наличными условиями, какие имеются на месте, а именно: качеством материалов, как глины, так и топлива, степенью просушки изделий, умелостью и опытностью жигалы, силой тяги дымовой Т. и временем года. О производстве обжига см. Гончарное производство. Для придания Т. водонепроницаемости покрывают их дешевой глазурью (см. Глазурь). Для Т. считается самой практичной соляная глазурь, для получения которой необходимо присутствие водяного пара (топка деревом) и высокая температура (до 1200°С); но так как при столь высокой температуре значительная часть поваренной соли улетучивается без разложения, то при этом Т. покрываются слоем глазури неодинаковой толщины. Для получения слоя одинаковой толщины следует Т. насыщать крепким раствором поваренной соли еще до обжига. Желая придать этой глазури цвет, так как она сама по себе прозрачна, Т. покрывают ангобом, т. е. слоем глины желаемого цвета. Для водонепроницаемости Т. пропитывают также дегтем и коптят, погружая их в горячем состоянии в нагретый деготь на сутки. Если бы тотчас после обжига нельзя было делать пропитку, то перед погружением в деготь Т. нагревают до 300°С. Прочность покрытия зависит от степени чистоты дегтя, но, во всяком случае, этим путем не достигается совершенной непроницаемости для воды; этого можно достигнуть только при сильном, хотя бы и непродолжительном, обжиге в восстановительном пламени. Для образования копоти, чтобы получить темный цвет, бросают смолистое дерево.
Общий ход работ по выделке Т. на заводе следующий: из залежей или карьеров по рельсам подвозится вагонетками глина, заблаговременно подготовленная, вываливается в яму, обложенную кирпичом, и здесь увлажняется водой, смешивается с шамотом или чистым кварцевым песком, смотря по надобности, для отощения; затем ее заваливают в глиномялку, которая передает превращенную в однородную массу глину вальцовке лежачей глиномялки. Если бы в глине были камни, то таковая сначала поступает под бегуны. В лежачей глиномялке глина перерабатывается вторично и выходит из глиномялки в виде глиняной ленты. Рабочий проволокой отрезает от нее куски и кладет их на чашки элеватора для подъема в верхний этаж в помещение прессов. Здесь рабочий снимает куски с элеватора и кладет на вальцы пресса. Готовые Т. требуемой длины, по просушке, кладут на чашку спускного приспособления, которое передает Т. в отделение, где помещаются печи, в которые они и устанавливаются немедля. После обжига Т. подвергаются сортировке и поступают на склады. Т., забракованные, с трещинами и пр. разбивают и размельчают под бегунами. Раздробленный материал автоматически передается просеивательному барабану, откуда он прямо поступает в яму, куда сбрасывается глина. Оставшийся крупный материал, не прошедший через сито, выходит на другом конце барабана и снова автоматически поступает под бегуны.
Э. Фрик.
| "БРОКГАУЗ И ЕФРОН" >> "Т" >> "ТР" >> "ТРУ" >> "ТРУБ" |
Статья про "Трубы гончарные" в словаре Брокгауза и Ефрона была прочитана 1083 раз
| Бургер двойного помола |
| Куриный суп |
TOP 15
- Волос
- Проно
- Степные животные
- Гимнастика
- Индийский океан
- Архитектура
- Сравнение, в литературе
- Манда
- Клитры
- Колесование
- Испарение
- Травоядные животные
- Оплодотворение у pacтений
- Вредные насекомые
- Электризация тел