
БНБ
"БРОКГАУЗ И ЕФРОН" (121188)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Ткацкое производство
Определение "Ткацкое производство" в словаре Брокгауза и Ефрона
Ткацкое производство
Ткацкое производство*
— Т. производство обнимает собою совокупность операций, назначенных для превращения пряжи (см.) в суровую (неотделанную) ткань, требуемый от которой наружный вид достигается уже в дальнейших процессах отделки (см. соотв. статью). Центральным процессом Т. производства является тканье на ткацком станке. Для приведения пряжи в вид, удобный для производства над ней тканья, требуется целый ряд подготовительных операций: размотки, сновки, шлихтовки, проборки — для основы, размотки и запарки — для утка. Наконец, сотканная уже ткань подвергается некоторым несложным операциям раньше, чем выйти из ткацкой фабрики: приемке, т. е. осмотру, измерению и укладке. Несмотря на быстрый рост механического ткачества, ручное производство, имеющее за собой преимущества простоты и дешевизны устройства, сохраняет до сих пор значительную область применения не только в крестьянской, кустарной промышленности, но и при фабричном изготовлении, в особенности сложноузорчатых тканей из ценного материала, где на первом плане стоит совершенство выработки. Как в том, так и в другом производстве процессы и применяемые механизмы по идее и по устройству главных органов одинаковы, различаясь лишь деталями — в зависимости от способа приведения этих органов в движение. Весь план подготовительных операций определяется устройством Т. станка и способом работы на нем. Фиг. 1 (табл. I) представляет схематический продольный разрез станка с его главными частями. Нити основы (см.), намотанные на вал (навой) а, помещенный в подшипниках станка, свиваются с него и идут в виде горизонтального полотна. Каждая из нитей в отдельности продета (пробрана) через петельку (галлю, или глазок), привязанную к планкам рамки, называемой ремизкою, могущей подниматься или опускаться в определенной последовательности. При подъеме некоторых (хотя бы одной) ремизок и при опускании остальных и нити — одни поднимаются, другие опускаются, как это указано стрелками б, б, так что между ними образуется двугранный угол, называемый зевом. В полость зева пробрасывается челнок в, заключающий в себе шпулю с уточною нитью, которая, сматываясь со шпули, остается в зеве, располагаясь сверх одних и под другими основными нитями. Затем ремизки приходят в первоначальное положение, и нити основы совмещаются в одну плоскость, а подвижной гребень (бердо) г, заключенный в качающейся раме (баттане), прибивает прокинутую уточину к раньше проложенным уточным нитям. Образуемая ткань, огибая грудницу д, постепенно наматывается на вал е (наборный или товарный навой). Чтобы работа шла правильно, нитям основы придается известное постоянное натяжение. Из этого краткого обзора видно, что основа для помещения на Т. станок должна быть намотана на навой, а уток — на шпулю такой формы, чтобы ее удобно было поместить в челноке. Кроме того, ввиду ударов, сильного натяжения и трения о глазки ремизок и зубья берда, которым подвергаются основные нити, им на время тканья необходимо придать особенную крепость и гладкость, уточные же нити лишить стремления скручиваться и образовывать петли, убавив упругость их волокон. Достижение всех этих целей и составляет задачу подготовительных операций: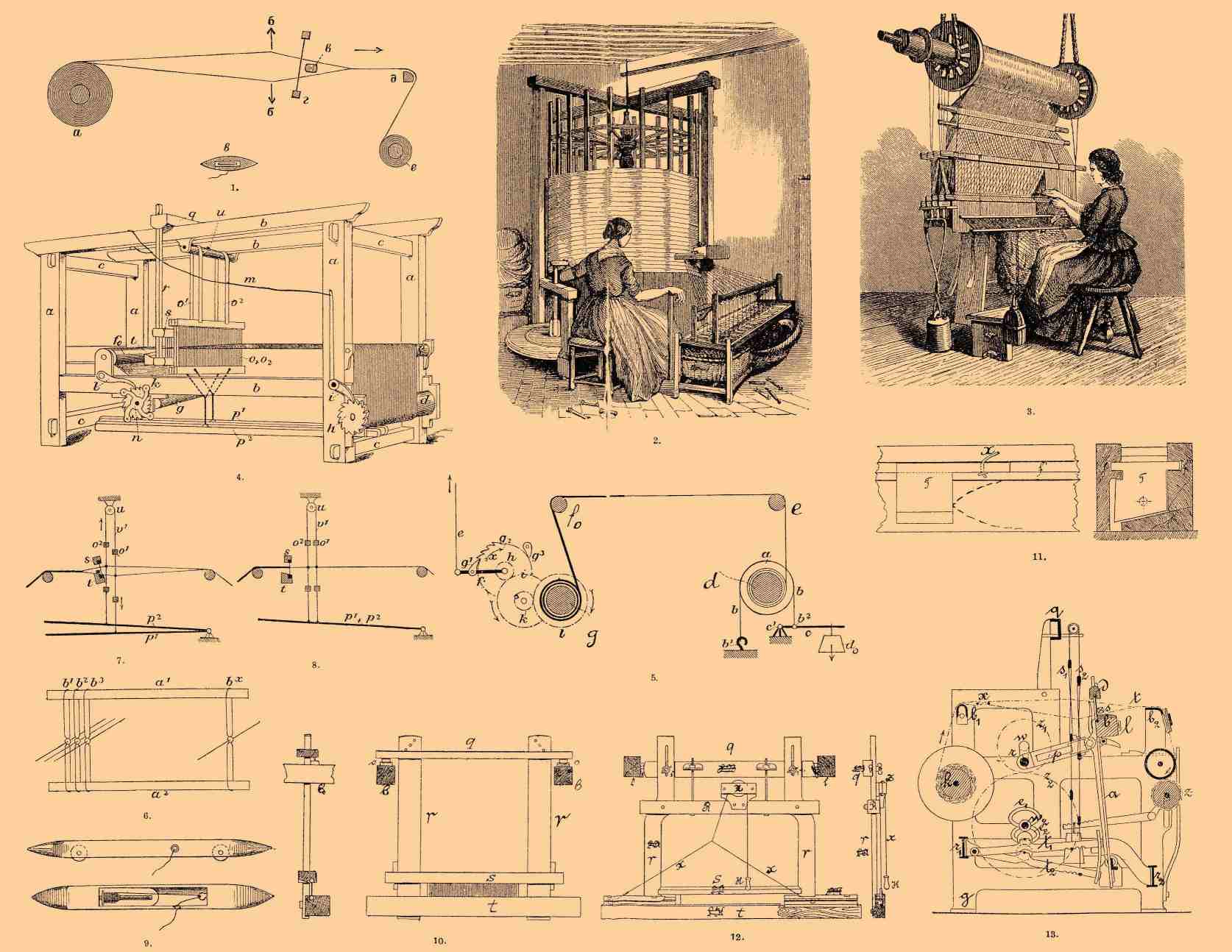
ТКАЦКОЕ ПРОИЗВОДСТВО I.
Подготовка основы (см. Основа, Снование,) состоит в последовательном наматывании определенного числа нитей требуемой длины на общий вал (навой), помещаемый на Т. станке; ввиду практич. целей — меньшей потери времени на остановки, достижения равномерности длины и диаметра наматываемого навоя, устранения пропусков и т. д. — наматывание производят постепенно. Сначала перематывают (вручную или механически) пряжу с мотков или початков на сновальные катушки большого объема (размотка), с этих уже катушек определенное число концов нитей соединяются на общую большую катушку (навой). В ручном производстве эта операция производится постепенно, соединяя сразу не более 20—40 нитей и наматывая их на большое стоячее мотовило (барана т. I, фиг. 2). В механическом ткачестве сразу наматывается на сновальный навой более значительное количество нитей (1/5 до 1/8 всего числа нитей в ткани, определяемого помножением ширины ткани на ее плотность по основе). Надлежащее число сновальных навоев затем уже перематывается на один общий ткацкий навой. При этом в механическом ткачестве производится над нитями из всех материалов, кроме шелка, проклеивание, или шлихтование, имеющее целью увеличить крепость нитей. Действие шлихтования состоит в том, что отдельные волокна склеиваются между собою, что увеличивает естественное, происходящее от кручения (см. Пряжа) сцепление между ними. Кроме того, кончики волокон прилипают к нити, которая от этого получает гладкость, уменьшающую ее трение при проходе через глазки ремизок и зубья берда. Шлихтовальная машина снабжена резервуаром, в котором налит шлихт (для хлопка и льна — картофельный крахмал в смеси с салом, глицерином и др. веществами, для шерсти — мездряной клей); нити основы, свивающиеся со сновальных навоев, погружаются в резервуар, затем сильно отжимаются между цилиндрами, просушиваются, проходя по нагретым паром барабанам или между горячими трубами, и наматываются наконец на ткацкий навой. В ручном ткачестве шлихтование производится или в особом резервуаре, куда опускают руками по снятии с барана сплетенные в жгут партии основы, которые потом отжимаются протягиванием через кольцо или же прямо на Т. станке, постепенно, по мере срабатывания основы. Последний способ имеет тот крупный недостаток, что задерживает работу ткача, пока высохнет шлихт, для ускорения чего иногда под станок подставляют жаровню с угольями, что опасно и в пожарном, и в санитарном отношениях. Часто теперь снование и шлихтование производится механически на прядильнях, и ручной ткач получает уже готовую основу. Прошлихтованная основа поступает в проборное отделение, где нити ее продеваются в глазки ремизок и в бердо. Эта работа всегда производится вручную двумя рабочими, обыкновенно женщинами. Для проборки навой с основой подвешивается или укрепляется на особых подпорках так, что концы нитей свешиваются с него вниз. Под навоем подвешиваются ремизки в том положении, какое они будут занимать в станке, и горизонтально располагается бердо. По обеим сторонам располагаются две работницы (т. I, фиг. 3). Главная из них (проборщица) сидит спереди ремизок и вооружена проборным крючком, который она в известном порядке просовывает через глазок той или другой ремизки. В это время помощница ее (подавальщица), сидящая сзади, берет поочередно каждую нить основы и насаживает ее на крючок, который проборщица тогда протаскивает обратно с захваченной нитью. Одновременно с этим проборщица продевает по нескольку нитей в каждый промежуток между зубьями берда ("по два, по три в зуб"). Пробранная основа переносится уже на Т. станок, где ремизки подвешиваются на свои места, бердо укрепляется в баттане, а концы нитей основы привязываются к наборному валу.
Подготовка утка гораздо проще основы. Часто уже с прядильной машины уточная пряжа получается намотанной в форме початка (см. соотв. статью), или шпули, готовой для вкладывания в челнок. Но иногда приходится уточную пряжу перематывать на шпули, если она получена, напр., в мотках из крашения или на катушках, не подходящих к размерам челнока. Для уничтожения стремления утка скручиваться его подвергают увлажнению: запаривают в паровых камерах, пропитывают водою, поливая из лейки или раскладывая шпули между мокрыми холстами.
Выше было указано уже, что каждый ткацкий станок должен обладать 1) приспособлением для помещения Т. навоя, 2) наборным валом для наматывания готовой ткани, 3) аппаратом для образования зева, 4) челноком для пробрасывания утка и 5) баттаном для его прибивания. Разница в конструкции этих частей у ручного и у механического станка происходит главным образом потому, что в ручном станке части эти приводятся в движение с небольшою сравнительно скоростью руками или ногами ткача, между тем как в механическом они движутся от одного главного вала станка, получающего свое движение от привода фабрики, и притом с довольно значительными скоростями. Рассмотрим сначала более простое устройство ручного Т. станка.
Устройство ручного Т. станка показано на т. I фиг. 4. Устой, или станина, станка состоит из стоек а, продольных брусьев b и поперечин с, к которым прикреплены все остальные части станка. Для поддерживания основы и образуемой ткани и для постепенного их продольного подвигания устроены навои: ткацкий d — для основы и наборный, или товарный, g — для ткани. Оба они уложены на соответствующих опорах. Для постепенного подвигания ткани по мере ее образования в описываемом станке применено самое простейшее приспособление: рукоятка k с храповиком l на наборном валу. Ткач от времени до времени поворачивает рукоятку и наматывает ткань на вал g, а так как от этого натяжение всей основы увеличивается, то он, действуя шнурком m на собачку i, освобождает на мгновение храповик i, который позволяет навою d несколько повернуться и спустить некоторую длину основы. Равномерное натяжение основы имеет огромное значение для ровноты и хорошего вида ткани. Между тем, при описанном способе подвигания ткани натяжение основы меняется скачками. Для устранения этого недостатка применяется регулятор для наборного навоя и тормаз для ткацкого (т. I. фиг. 5). Наборный регулятор состоит из нескольких пар зубчатых колес, из которых l насажено на наборный вал, a h сидит на одной оси с храповиком g2, который поворачивается собачкой g1, сидящей на качающемся рычаге f, связанном посредством шнурка е с баттаном станка (см. ниже). Следовательно, при каждом качании баттана, т. е. при прокидке каждой уточной нити, наборный вал повернется на небольшой постоянный угол, почему и самая подача ткани производится равномерно. Равномерность натяжения основы достигается торможением Т. навоя d помощью ленты b и груза d0, перемещая который по рычагу с можно по желанию регулировать силу натяжения. Вал е, огибаемый основой, называется скалом, а круглый брусок f0, по которому идет ткань, — грудницей. Поднятие нитей основы, или образование зева, производится помощью ремизного аппарата, состоящего из ремизок и из приспособления для их поднятия. Ремизка состоит из двух планок, или фланок, а 1 и а 2 (т. I, фиг. 6), между которыми натянуты нитки (нитченки, или лицы), прикрепленные к глазкам — проволочным, нитяным или стеклянным продолговатым колечкам, в которые продеты нити основы. Нижние фланки шнурками связаны с подножками р 1 и р 2, а верхние ремешками v1 и v2 с валиком u (т. I, фиг. 7). Когда ткач наступает ногою на одну из подножек, связанная с нею ремизка опускается, опуская и продетые в нее нити основы, в то время как другая ремизка поднимается, поднимая соответственные нити. Таким образом, вся основа разбивается на две части, разделенные промежутком (зев), через который может быть проброшен челнок с утком. Число ремизок, порядок продевания (проборки) в них основных нитей и порядок подъема и опускания их зависят от переплетения ткани, о чем — см. ниже. Здесь показано простейшее устройство ремизного аппарата, приспособленное для изготовления полотняного переплетения. После прокидки утка ремизки снова возвращаются в прежнее положение, при котором все нити совмещаются в одну плоскость (фиг. 8). Зев, образованный описанным способом, т. е. когда одни нити поднимаются, а другие опускаются, называется полным. Если одни нити поднимаются, а другие остаются в горизонтальной плоскости, то зев называется верхним, и, обратно, нижний зев образуется опусканием одних нитей при неподвижных остальных. Челнок, служащий для пробрасывания уточной нити, имеет форму продолговатой деревянной коробки прямоугольного сечения с заостренными концами. Внутри его имеется продолговатая полость, внутри которой на особом шпинделе помещается шпуля или цевка с уточной пряжей. Конец нити, огибая направляющий крючок (фиг. 9), выходит через имеющееся в стенке челнока отверстие. Челнок при своем движении в зеве направляется склизом, который составляет часть баттана. Последний имеет следующее устройство. На верхних поперечинах станка b (фиг. 4 и 10) положен брус q так, что он может на них качаться. В прорезы этого бруса продеты две лопасти r, к которым внизу прикреплен нижний брус баттана t. Кроме того, на лопасти баттана надет еще брусок s, называемый вершником, могущий быть закрепленным на любой высоте. Вершник снабжен снизу пазом, которому соответствует такой же паз на верхней плоскости нижнего бруса. В эти пазы вставляется бердо, представляющее род закрытого гребня, образованного из плоских проволочных зубьев, прикрепленных обоими своими концами к двум планкам круглого сечения. В промежутки между зубьями берда продеты нити основы. Одновременно с образованием зева ткач рукою отводит от себя баттан, ставя его в положение, указанное на фиг. 7; при этом нижние нити зева ложатся на верхнюю поверхность нижнего бруса t баттана. Эта поверхность представляет строго правильную плоскость, обыкновенно слегка наклонную к берду; она называется склизом. Таким образом, челнок в своем полете скользит по нитям основы, опущенным при образовании зева и поддерживаемым склизом. Для того, чтобы челнок испытывал при этом меньше трения, он часто снабжается роликами (фиг. 9). Что касается до способа прокидки челнока, то в простейших станках, баттан которых изображен на фиг. 10, это производится непосредственно рукою рабочего, правою и левою попеременно. Но ввиду непрактичности такого способа чаще применяется самолетный челнок, для которого баттан имеет несколько иное устройство (т. I, фиг. 12). Нижний его брус t удлинен в обе стороны и снабжен по концам коробками для помещения челнока. Коробка состоит из двух стенок (фиг. 11), снабженных внутренними пазами f1, в которых движется гонок, состоящий из дощечки с отростком Т, оклеенным кожей с той стороны, которая прикасается к челноку (конец его показан пунктиром на фиг. 11). К гонку привязан шнурок х. Шнурки от обеих коробок соединяются в один, обходящий ролик Z и оканчивающийся рукояткой H. Челнок, влетая в коробку (левую на фиг. 12), отводит гонок в его крайнее положение. Дергая же за рукоятку, ткач наносит гонку, а через него и челноку, такой удар, от которого челнок летит вдоль склиза, попадая в другую коробку. Самолет значительно ускоряет работу ткача. Когда челнок проброшен, ткач опускает зев и с силою притягивает к себе баттан, приводя его в положение, показанное на фиг. 8. При этом зубья берда, скользя между нитями основы, двигают прокинутую уточную нить и прижимают ее к ранее проложенным нитям. Это называется прибоем. Описанный порядок действий, когда прибой происходит уже при закрытом зеве, называется прибоем с заступом. Работают и без заступа, прибивая еще при неопущенном (при открытом) зеве. В первом случае получается более плотная ткань, чем во втором. От силы удара при прибое зависит плотность ткани по утку. Произведя прибой, ткач нажимает на другую подножку, образуя следующий зев, а руками — одною отводит баттан, другою производит прокидку. Если нет регулятора, то от времени до времени ткач должен останавливаться для набора ткани и освобождения основы. Но и при употреблении регулятора ткач не сделает более 60 ударов в минуту.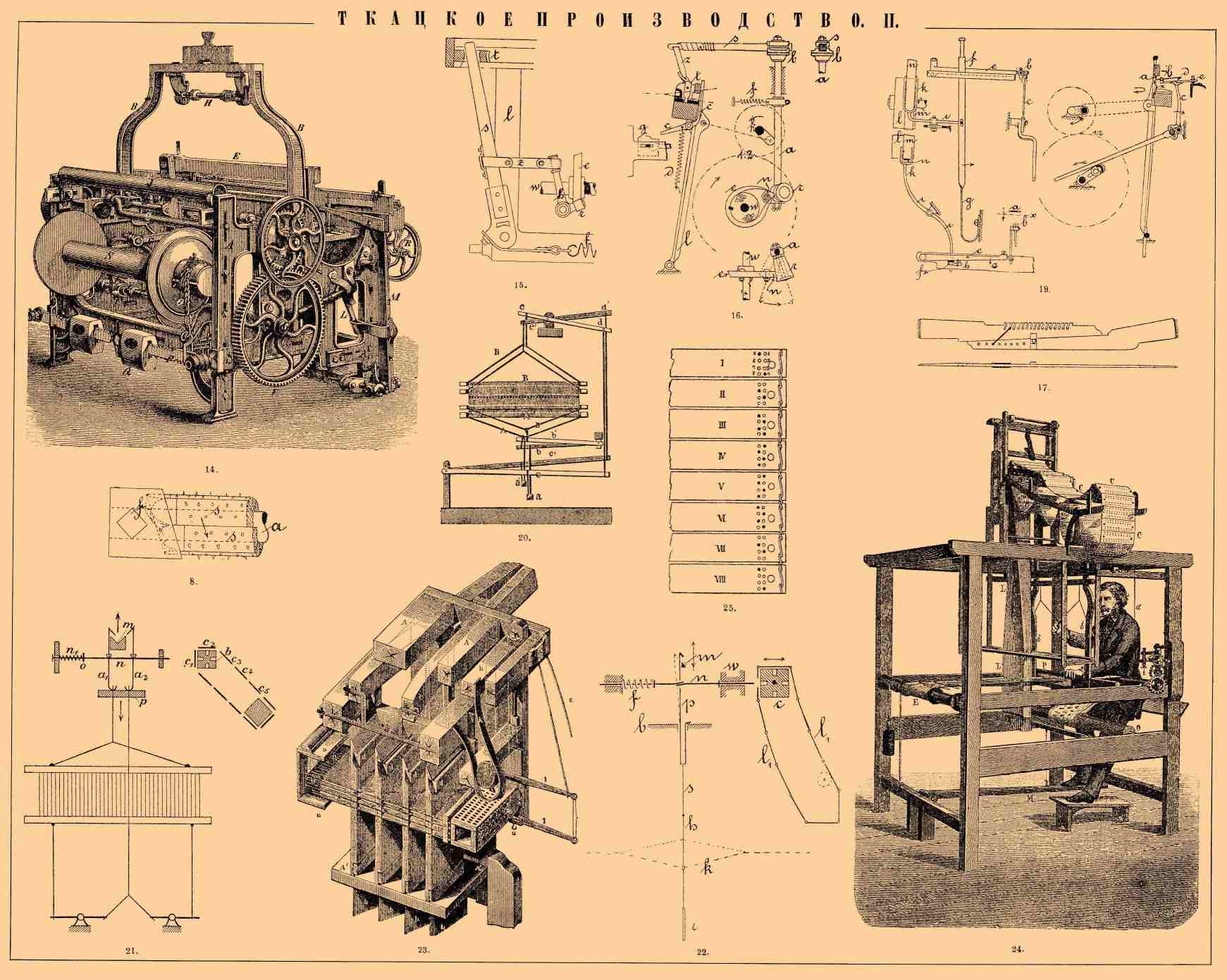
ТКАЦКОЕ ПРОИЗВОДСТВО II.
Механический Т. станок. Известны попытки Леонардо да Винчи (XV стол.), де-Женнеса (XVII в.), Вокансона (1747), но лишь в конце XVIII стол. сравнительный успех выпал на долю Картрайта в Англии и, независимо от него, Жеффрея в Шотландии. Успех оказался обеспеченным лишь тогда, когда станок был снабжен приспособлениями, предотвращающими порчу товара при недолете челнока и при обрыве утка. В 1830 г. станки уже делали до 100 ударов в минуту, в настоящее же время они делают их более 200. Для придания большей устойчивости механические станки изготовляются преимущественно из чугуна и железа, и лишь немногие их (преимущественно движущиеся) части — из дерева. Фиг. 13 (т. I) представляет разрез главных частей одного из простейших механических станков. На чугунных станинах укреплены подшипники двух валов: верхнего — w1, получающего вращение от привода, и нижнего — w2, получающего вращение от верхнего помощью зубчатых колес z1 и z2. Верхний вал снабжен двумя коленами r, передающими через посредство шатунов р качательное движение баттану а. Здесь точка качания баттана расположена внизу его. Нижний брус баттана l снабжен склизом b; вершник d придерживает бердо. Подобно тому, как в ручном станке, имеются: k — Т. навой, b1 — скало, b2 — грудница, z — наборный навой, x — две (или более) планки, называемые ценами и служащие для правильного распределения основных нитей и легкого разыскивания оборвавшихся. Ремизки поднимаются и опускаются помощью двух (или нескольких) проступных эксцентриков е 1 и е 2, заклиненных на нижнем валу w2, который в случае двух эксцентриков делает вдвое менее оборотов, чем вал w. Эксцентрики действуют на рычаги (подножки) t1 и t2, к которым уже привязаны нижние фланки ремизок s1 и s2. Наибольшими особенностями отличается способ прокидки челнока. Различаются станки с нижним и с верхним (боковым) боем. Устройство нижнего (для одной стороны баттана) показано на табл. II, фиг. 15. Нижний брус баттана снабжен двумя коробками, в которых движутся гонки t, имеющие форму параллелепипеда, спрессованного из кожи, с прорезом, в который входит верхний конец деревянной погонялки s, качающейся на шарнире, укрепленном в нижнем конце лопасти баттана. Пружина f оттягивает погонялку кнаружи. На нижнем валу w станка насажены два ударных эксцентрика е (под углом в 180° друг к другу), действующих на коленчатый рычаг r, другое, более длинное плечо которого h связано ремнем z с погонялкой, которая при нажатии е на r быстро отклоняется вправо (по чертежу) и гонком t наносит по челноку удар. Устройство верхнего боя, применяемое обыкновенно в ткачестве легких и нешироких тканей, показано на т. II, фиг. 16. Здесь гонок t связан ремнем z с погонялкой, расположенной в горизонтальной плоскости и укрепленной на вертикальной оси а, на нижний ролик которой r наносится удар носком n эксцентрика e. На табл. II, фиг. 14 приведен вид сзади на механический Т. станок с нижним боем. Для продвигания основы служит обыкновенно уже описанный выше регулятор, причем натяжение достигается торможением Т. навоя. При этом применяются такие устройства, при которых ни величина подачи, ни величина натяжения не зависят от изменения диаметров навоев. Гораздо реже применяются другие устройства подачи и натяжения. Так, применяются регуляторы подачи 2-го рода (пассивные), действующие в зависимости от образования ткани, т. е. от количества и толщины прокинутых уточных нитей. Независимо от этого, вместо торможения Т. навоя применяется иногда непосредственное натяжение основы, которую заставляют огибать валик (скало), нагруженный по концам пружинами, натяжение которых передается на основу. Все эти устройства, остроумные по идее, применяются, впрочем, довольно редко по их сложности. Для того, чтобы уточные нити не стягивали ткань по ширине, применяются ширители. В ручном ткачестве ширителем является деревянная линейка, снабженная по концам рядом игл, втыкаемых в ткань (т. II, фиг. 17). Длина ее может быть по произволу изменяема. Механические станки для той же цели снабжаются так наз. шпарутками с обеих сторон ткани, около места прибоя. Шпарутки состоят из валиков а (т. II, фиг. 18), вокруг которых вращаются пластинки s секторального сечения, направляемые так, что при вращении они, кроме того, движутся поступательно взад и вперед по валику. Пластинки снабжены остриями, входящими в ткань, которая при своем движении и приводит эти пластинки во вращение. Вследствие же поступательного бокового движения своего эти пластинки действуют на ткань с обеих сторон растягивающим образом. Для качательного движения баттана всего чаще применяется вышеописанная передача шатунами. Но встречаются и иные, более сложные устройства этой передачи, имеющие целью достигнуть остановки баттана в то время, когда происходит пролет челнока. Это имеет значение, главным образом, при очень широких станках. Необходимыми вспомогательными органами механического Т. станка являются так назыв. предохранители — уточный и челночный, останавливающие автоматически станок при обрыве уточной нити и при недолете челнока до противоположной коробки. Эти устройства в высшей степени облегчают надзор за работою станка. Уточный предохранитель имеет следующее устройство (т. II, фиг. 19). На верхнем валу станка насажены шкивы l — холостой и m — рабочий, по которым ремень n переводится вилкой k, насаженной на рычаге i, другой конец которого соединен с пружиной g. Пружина стремится согнуться по направлению стрелки и перевести ремень на холостой шкив, но этому препятствует рукоятка f пружины, заведенная в гнездо p прореза h, имеющегося в груднице станка. На груднице же помещен рычажок е, упирающийся в рукоятку f и поддерживающий особый отросток, на котором качается вилка b. Вилка представляет рычажок, левое плечо которого состоит из 3-х изогнутых зубьев, правое же, более тяжелое, имеет форму крючка. В баттане имеется тоже несколько зубьев, соответствующих промежуткам между зубьями вилки, так что они во время прибоя могут свободно проходить друг мимо друга. Но если между зубьями баттана и вилки попадает уточная нить, то она не пропускает зубья вилки между зубьями баттана, заставляя вилку отклоняться и поднимая крючкообразный конец последней. В это время под крючком проходит снабженный уступом конец рычага с, приводимого в качательное движение эксцентриком (огурчиком) нижнего вала. Итак, в присутствии уточной нити крючок приподымается и не задевает за уступ рычага с. Если же нить оборвалась, то крючок вилки опустится и зацепит за уступ, действием которого весь рычаг е подвинется по направлению стрелки o, вытолкнет из гнезда p конец f пружины и остановит таким образом станок. С тою же самой пружиной g находятся в связи и челночные предохранители, имеющие вид или замка, действующего на рукоятку f, когда челнок не попал в коробку, или откидного берда, действующего, когда челнок застрял в зеве. Часто оба эти вида устраиваются совместно. Новейшие конструкторы (Northrop) идут гораздо дальше в устройстве самодействующих предохранителей. Так, в указанной системе при обрыве уточной нити (или при окончании уточного початка) станок автоматически, без остановки работы, заменяет оборвавшуюся шпулю новой из имеющегося на станке запаса (револьвера). По американским данным, один рабочий может обслуживать до 12 таких станков. У нас они пока еще не распространяются, требуя более крепкой, чем обыкновенно, уточной и основной пряжи.
Существенное различие в устройстве Т. станков вызывается тою или другою системою аппарата, производящего зев. Конструкция аппарата находится в тесной зависимости от рода переплетения ткани, изготовляемой на станке. Отдел Т. искусства, изучающий способы изготовления на Т. станках тканей различных переплетений, называется ткацким рисованием. Оно заключает в себе описание способов перенесения данного образца или данного рисунка (нарисованного) на ткань, т. е. определения соответствующего переплетения, затем способов заправки станка по данному переплетению. По сложности узора Т. рисование распадается на два отдела: рисование ремизное, касающееся простых и несложноузорчатых тканей, и рисование жаккардовое, имеющее своим предметом сложноузорчатые ткани (см. Ткани и Переплетение нитей в тканях).
В вышеприведенной статье о переплетениях было дано понятие о главнейших видах их и о способе их обозначения на клетчатой бумаге. Напомним теперь, что характеристикой узора является раппорт — начерченный на клетчатой бумаге прямоугольник, изображающий такое размещение уточных и основных перекрытий, какое повторяется в ткани неопределенное число раз, как по ширине, так и по длине ее. Число входящих в состав этого прямоугольника основных нитей называется раппортом основы, уточных — раппортом утка. Чем сложнее узор, тем раппорт его больше, так что встречаются, наконец, ткани, по всей своей ширине состоящие из одного основного раппорта (мебельные ткани, занавеси и т. п.). Первая задача Т. рисования — перенесение узора на клетчатую бумагу, что для гладких и несложноузорчатых тканей не представляет затруднений; размещение перекрытий в этих тканях подчиняется определенным правилам (см. соотв. статью), переплетение же данного образца определяется анализом ткани (ib.). Сложнее это дело становится при жаккардовом рисовании, когда для исполнения на ткани дается нарисованный узор и требуется его перенести возможно точнее на клетчатую бумагу. Здесь надо стараться кривые линии рисунка заменить наиболее подходящими к ним ломанными линиями квадратов. Так, нарисованная на фиг. 1 — кривая линия заменяется на клетчатой бумаге изображенною на фиг. 2 последовательностью квадратов, лишь приблизительно воспроизводящею форму данной кривой.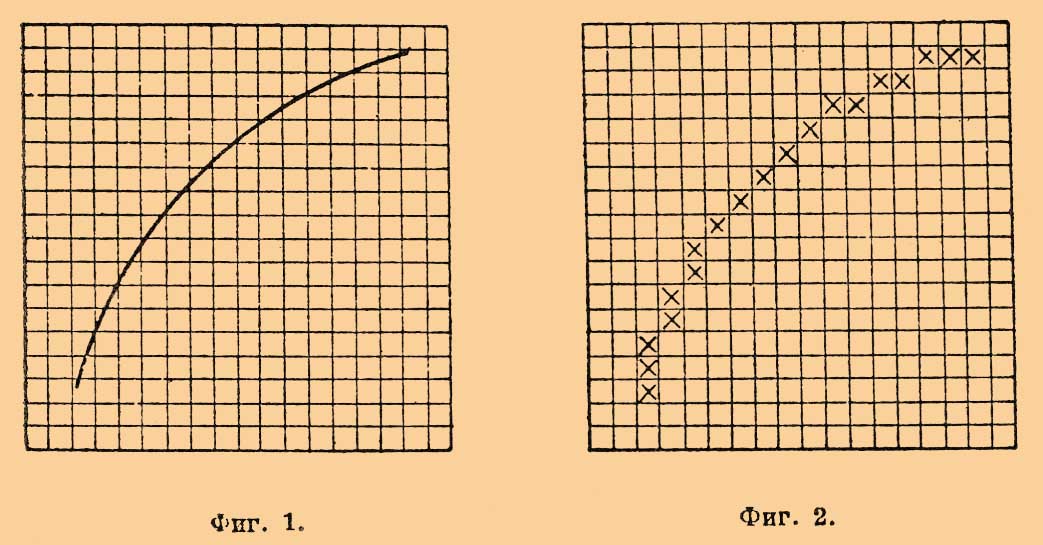
Фиг. 1. Фиг. 2.
Другое затруднение, являющееся при этом, происходит от разницы плотностей ткани по основе и утку. На обыкновенной клетчатой бумаге с квадратными клетками 10 продольных полосок, соответствующих 10 основным нитям, занимают столько же места по ширине, сколько места по длине занимают 10 поперечных полосок, соответствующих 10 уточным нитям. В ткани же может случиться, что 1 0 уточных нитей займут меньше или больше места, чем 10 основных и вследствие этого узор получится искаженным: вытянутым или сплющенным. Чтобы избежать этого, пользуются особой бумагой, разграфленной по длине и по ширине соответственно отношению плотностей в предполагаемой ткани. Так, если, напр., плотность ткани по основе предполагается 40, а по утку — 50, то и бумагу надо взять такую, чтобы размеры клеточек относились как 5:4. Вторая задача Т. рисования состоит в определении заправки станка для данной ткани, т. е. в определении числа ремизок, необходимого для изготовления данного переплетения, порядка проборки в них нитей основы, порядка соединения ремизок с подножками (в ручных станках) и, наконец, порядка подъема и опускания ремизок (чертеж проступания). Все эти вопросы решаются по данному раппорту ткани. Число ремизок определяется раппортом основы. Всякое переплетение можно воспроизвести на Т. станке, взяв число ремизок равным раппорту основы ткани. В самом деле, из самого определения раппорта следует, что любая нить основы в ткани поднимается и опускается в такой же последовательности, как одна из нитей первого раппорта. Поэтому если мы n разных нитей раппорта проберем в n различных ремизок, то каждую следующую нить основы мы можем пробрать в ту же ремизку, куда пробрана соответствующая ей нить раппорта. Таким образом, (n+1) -я нить проденется в ту же ремизку, как и 1-я, (n+2) -я — как и 2-я и т. д.; наконец, нити (2 n+1) -я, (3n+1) -я и т. д. все могут быть пробраны в ту же ремизку, как и 1-я, так как все они повторяют при тканье тот же узор, одновременно поднимаясь и опускаясь. Если в пределах одного раппорта встретятся основные нити, перекрывающиеся все время совершенно одинаково, то их, конечно, можно пробрать в одну и ту же ремизку, уменьшив их число. Определив число ремизок, выбирают порядок проборки в них нитей основы. Нормальный порядок проборки, прямой: 1-я нить (слева направо от ткача) пробирается в 1-ю ремизку (сзади), 2-я — во 2-ю, 3-я в 3-ю и т. д. Самое удобное обозначение проборки (проборочный чертеж) изображено на фигур. 3, 4, 5 и 6. На продолжении полос, соответствующих нитям основы, отмечаются цифрами 1, 2..., считая сверху вниз, т. е. сзади наперед, число горизонтальных полосок, равное числу ремизок. Проборка известной нити в известную ремизку обозначается тем, что в квадрате, стоящем на пересечении соответствующих вертикальной и горизонтальной полос, ставится точка, кружок, крест или другой какой-нибудь знак. На фиг. 3 показана прямая проборка.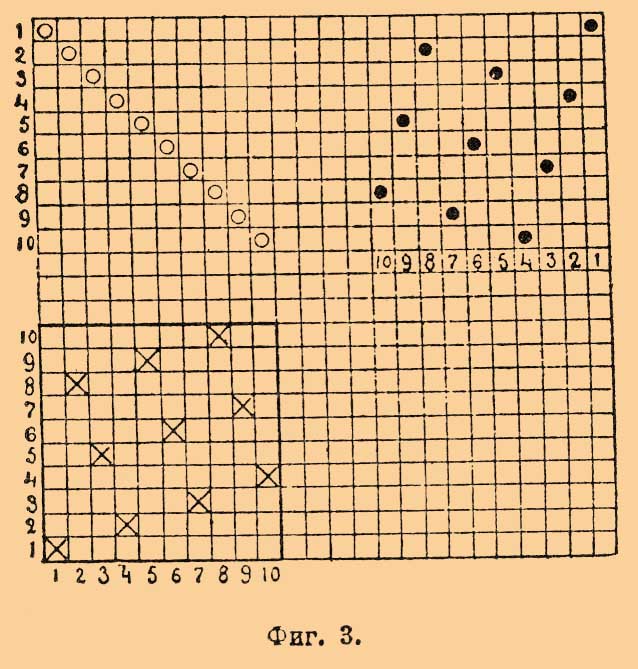
Фиг. 3.
На фиг. 4 . — атласная проборка; на фиг. 5 — проборка, получающаяся в случае присутствия в раппорте одинаково перекрывающихся нитей основы; на фиг. 6 — то же, причем узор симметричен относительно 1-й и 6-й нитей.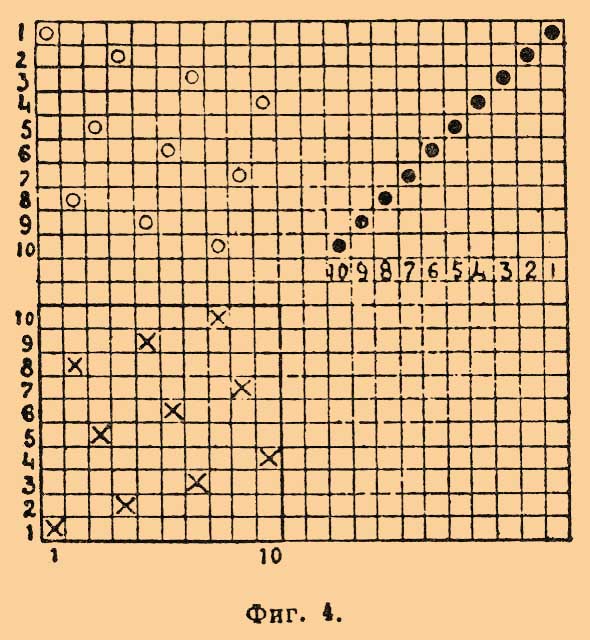
Фиг. 4.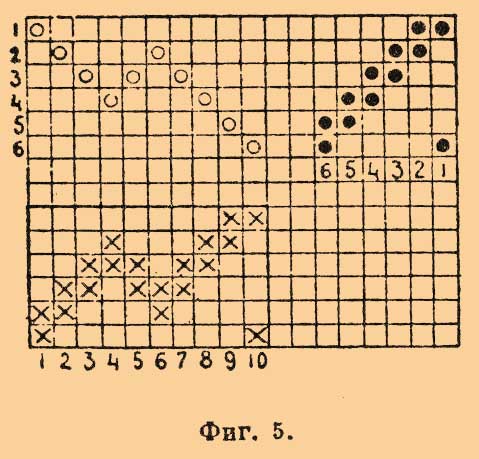
Фиг. 5.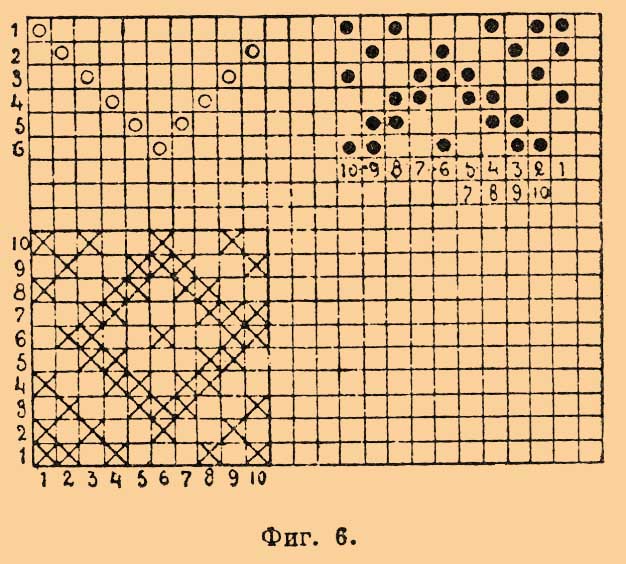
Фиг. 6.
Получающаяся в последнем случае проборка называется сводной. Выбрав проборку, остается обозначить порядок проступания ремизок, являющийся уже вполне определенным предыдущими данными. Для этого на продолжении горизонтальных полосок, соответствующих ремизкам, отмечаем число вертикальных полос, равное раппорту утка, считая полоски справа налево. Обращая затем внимание на данное переплетение и замечая, что для получения на известной уточной нити основного перекрытия надо поднять соответствующую ремизку, мы прослеживаем последовательно все уточные нити раппорта, считая их снизу вверх, и определяем, какие ремизки должны быть подняты при прокидке каждой уточной нити. На взятых нами вертикальных полосках мы ставим условный знак (точку, крест и т. д.) против тех ремизок, которые должны быть подняты при прокидке соответствующей уточной нити. Полученный чертеж проступания ремизок и представляет решение задачи. Руководствуясь им, мы устанавливаем механизм, поднимающий ремизки так, чтобы поднятие происходило в требуемом для каждой ремизки порядке. Итак, с увеличением раппорта ткани увеличивается и число ремизок, а вместе с тем усложняется и все устройство для их поднимания. Ручные станки для нескольких ремизок (многоремизные) устраиваются обыкновенно по системе контрмаршей (т. II, ф. 20). Каждая ремизка снизу привязана к контрмаршу b, а сверху — к журавлику ed, связанному шнурком с контрмаршем с. Под контрмаршами помещено число подножек а, соответствующее раппорту утка и числу вертикальных полосок в чертеже проступания. Руководствуясь последним, каждая подножка соединяется с подъемными контрмаршами с тех ремизок, которые должны быть подняты для данного зева, и с контрмаршами b (опускными) остальных ремизок. Указанная ошнуровка назначена для получения полного зева. Соответствующими изменениями ее можно получить и верхний, и нижний зевы. Иногда число подножек можно и уменьшить против раппорта утка. Так, при переплетении, приведенном на фиг. 6, можно вместо 10 обойтись 6-ю подножками, наступая после 6-й опять на 5-ю, 4-ю и т. д. в порядке, указанном второю строкою цифр. При дальнейшем увеличении раппорта возрастает и число подножек, и для ткача становится все более и более затруднительным помнить очередь их проступания. В таких случаях применяется уже армюра (табл. II, фиг. 21), составляющая переход к механизму Жаккарда. В армюре каждая ремизка привязана к двум крючкам a1 и а 2, производящим: один — подъем, другой — опускание ее. Подъемная планка (нож) m может захватить с собою только один крючок в зависимости от того, который из них надвинут на нее иглой n. Эта игла передвигается горизонтально помощью приспособления, одинакового с подобным же приспособлением у машины Жаккарда (см. ниже). При числе ремизок, большем 32-х, приходится переходить уже к упомянутой машине. В многоремизных механических станках для подъема ремизок применяются механизмы, описанные в ст. Переборный механизм (см.). Они могут иметь вид или проступных эксцентриков, соответствующих подножкам ручных станков, или патрона Вудкрофта, представляющего видоизмененный эксцентрик, или же, наконец, переборной каретки, соответствующей армюре ручного станка. Применение переборных механизмов ограничивается числом ремизок самое большее 40, при большем основном раппорте уступая место жаккардовой машине. Идея устройства машины Жаккарда следующая. По мере увеличения основного раппорта ткани и, след., числа ремизок число нитей, пробранных в каждую ремизку, уменьшается и доходит, наконец, до единицы. Но в таком случае устройство фланок ремизки делается излишним, и последняя может быть заменена просто глазком, привязанным к нити (лице), соединенной другим своим концом с подъемным крючком. Подобное устройство показано на т. II, фиг. 22. Лица h с глазком, через который продета нить k, подвязана через посредство аркадной нити s к крючку p, а снизу нагружена грузиком (висюлькой) i. Крючок согнут из железной проволоки (иногда, впрочем, бывают и деревянные) и состоит из двух частей неравной длины, кончающихся каждая загибом. Нижним загибом крючок опирается на раму b, поддерживающую все крючки в одной плоскости. Под верхним загибом находится нож m, могущий подниматься и опускаться. Около середины своей длины крючок охватывается петлей, выгнутой на горизонтальной игле n. Петля эта свободно позволяет крючку подниматься, но при передвижении иглы влево отклоняет и крючок, ставя его в положение, показанное пунктиром. В этом положении крючка нож m, поднимаясь кверху, проходит мимо него; напротив, когда крючок не отклонен, он захватывается ножом и поднимает глазок с соответствующей нитью. Итак, подъем или опускание нити зависят от того, останется ли на месте соответствующая игла n или отклонится влево. Это отклонение производится тем, что на иглы справа надвигается квадратный валик с, в котором против каждой иглы сделано соответствующее углубление. Валик этот огибается бесконечною цепью l1 карточных пластинок (карт), связанных шнурками. Размер каждой карты соответствует боковой грани валика, так что при надвигании валика на иглы карта как раз прокладывается между иглами и валиком, отжимая влево все иглы, за исключением тех, против которых в ней окажутся отверстия. Итак, поднимутся только те крючки, против игл которых в карте будут пробиты отверстия. Общее устройство жаккардовой каретки показано на фиг. 23. Крючки в числе 100, 200, 300. до 1000 (редко большем) располагаются в несколько вертикальных рядов. Каждому ряду соответствует свой горизонтальный ряд игл. Иглы поддерживаются справа снабженной отверстиями игольной доской m, слева — доской n, в которую упираются пружинки g (f на фиг. 22), отжимающие иглы вправо по миновании действия валика. Ножи d числом соответствуют числу рядов крючков. Они все соединены общей рамой с, которая поднимается действием рычагов, связанных с подножкой M (фиг. 24). Движение валика вправо и влево получается от ролика p (фиг. 23), соединенного с подъемной рамой с. Ролик этот, действуя при подъеме на изогнутую пружину k, отклоняет вправо качающуюся раму h, в которой своими цапфами укреплен валик. При этом один из рычажков l, задевая своим уступом за угол валика, производит поворот его на 90°, причем к игольной доске обращается следующая карта. Фиг. 24 дает общее расположение каретки на станке и способ поддержки и направления картона (совокупности всех карт) при работе. На фиг. 25 показан
| "БРОКГАУЗ И ЕФРОН" >> "Т" >> "ТК" |
Статья про "Ткацкое производство" в словаре Брокгауза и Ефрона была прочитана 4407 раз
| Коптим скумбрию в коробке |
| Панайпай |
TOP 15
- Волос
- Проно
- Степные животные
- Гимнастика
- Индийский океан
- Архитектура
- Сравнение, в литературе
- Манда
- Клитры
- Колесование
- Испарение
- Травоядные животные
- Оплодотворение у pacтений
- Вредные насекомые
- Электризация тел