
БНБ
"БРОКГАУЗ И ЕФРОН" (121188)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Типографское дело
Определение "Типографское дело" в словаре Брокгауза и Ефрона
Типографское дело
Типографское дело*
[Слово "типография" греческого происхождения и составлено из двух слов: τύπος — буква, фигура, оттиск, и γράφω — пишу. — В XV столетии оно встречается редко (например, у Бернарда из Вероны в предисловии к изданию сочинений Катулла 1493 г., у Эразма в его письме от 13 февраля 1498 г.), но в конце XVI столетия входит уже в общий обиход.]
— I. Типографией называется мастерская, где набираются и печатаются книги, газеты, журналы, брошюры, афиши, таблицы, ведомости, бланки, картины, чертежи и проч. Печатать — значить получать на бумаге, коже или тканях, одинаковые и точные оттиски букв и рисунков в красках, механическим способом, т. е. при помощи станков или машин. Самое слово "оттиск" указывает уже, что печатание производится посредством давления, натиска или нажима. Т. печатание отличается от литографского, металлографического и др. тем, что для получения изображения отдельные части оттискиваемого предмета помещаются в одну плоскость и исполняются рельефно, иначе говоря: типография печатает оттиски только с плоских, но рельефных или выпуклых предметов. Если печатают с буквенного набора, то отдельные буквы устанавливаются не выше и не ниже одна другой, если же печатается рисунок, то на клише [Клише — точное воспроизведете вырезыванием на дереве или металле рисунка, набора и проч. Клише изготовляются различными способами (гальванопластически — осаждением меди, отливкою — из легкоплавкого, но твердого металла и т. д.) и служат для размножения оттисков.] все штрихи и точки режутся на одном уровне.
Т. печатание в общих чертах заключается в следующем. Данный предмет (буквенный набор или клише) покрывается, или "накатывается", при помощи валика тонким слоем краски. Затем накладывается чистый лист бумаги, который придавливается и принимает на себя краску с тех мест, к которым был прижат или придавлен. Если взять, напр., гладкую дощечку, нарисовать на ней несколько квадратиков и черточек и накатать краскою, то на листе бумаги получится черная плоскость, равная по величине дощечке, а не изображение фигур. Рисунок ведь не изменил поверхности дощечки, и валик, катаясь по дощечке, передал свою краску всем точкам поверхности, зачернив площадь дощечки сплошь. Но стоит только сделать квадратики и черточки выпуклыми, срезав на дощечке места, окружающие рисунок, и тогда при накатывании валик уже не передаст своей краски всей площади дощечки, но, зачернив верхнюю поверхность, т. е. квадратики и черточки, не достанет до поверхности дощечки, где срезано немного дерево. Оттиск даст на белом фоне черные квадратики и точки. Если же окажется несколько квадратиков и точек, расположенных не горизонтально, то на оттиске получатся изображения только тех из них, поверхности которых лежат на высшем уровне, а остальные на оттиске не выйдут. Так и в типографиях печатают с набора, который, представляя в общем одно целое, на самом деле состоит из отдельных букв, знаков и украшений, причем все Т. отдельные знаки, буквы и украшения, чтобы оставить отпечаток на бумаге, должны быть так или иначе установлены на одну высоту, т. е. так, чтобы поверхность набора образовала горизонтально ровную площадь, где бы ни одна буква, ни один знак, ни одно украшение были и не выше, и не ниже других. Правда, при печатании на ротационных машинах оттиски получаются не с плоского горизонтального набора, а с круглого, но вся разница в печатании на обыкновенном ручном прессе, на плоской типографской машине и на ротационной заключается лишь в том, что в прессе литеры набора, образуя горизонтальную плоскость, одновременно подвергаются нажиму и сразу передают оттиск листу бумаги, а в ротативных машинах площадь набора приводится в одну плоскость не сразу, а последовательно, рядами, вследствие чего и нажим производится не сразу, а последовательно, частями, но в одной и той же плоскости; вся суть здесь только в быстроте замены одних строк другими, а это достигается с помощью так назыв. стереотипа, т. е. отлитого из мягкого металла клише, воспроизводящего набор.
ТИПОГРАФСКОЕ ДЕЛО I.
1. Ручной станок. 2. Наборная касса, поставленая на реал. 3. Нотная касса. 4. Специальный станок для корректурных оттисков. 5. Рама для зажимания форм с клиновыми заключками. 6. Верстатка с клиновым замыкателем. 7. Верстатка с винтовым замыкателем. 8. Пинцет. 9. Уголок или наборная доска. 10. Реал.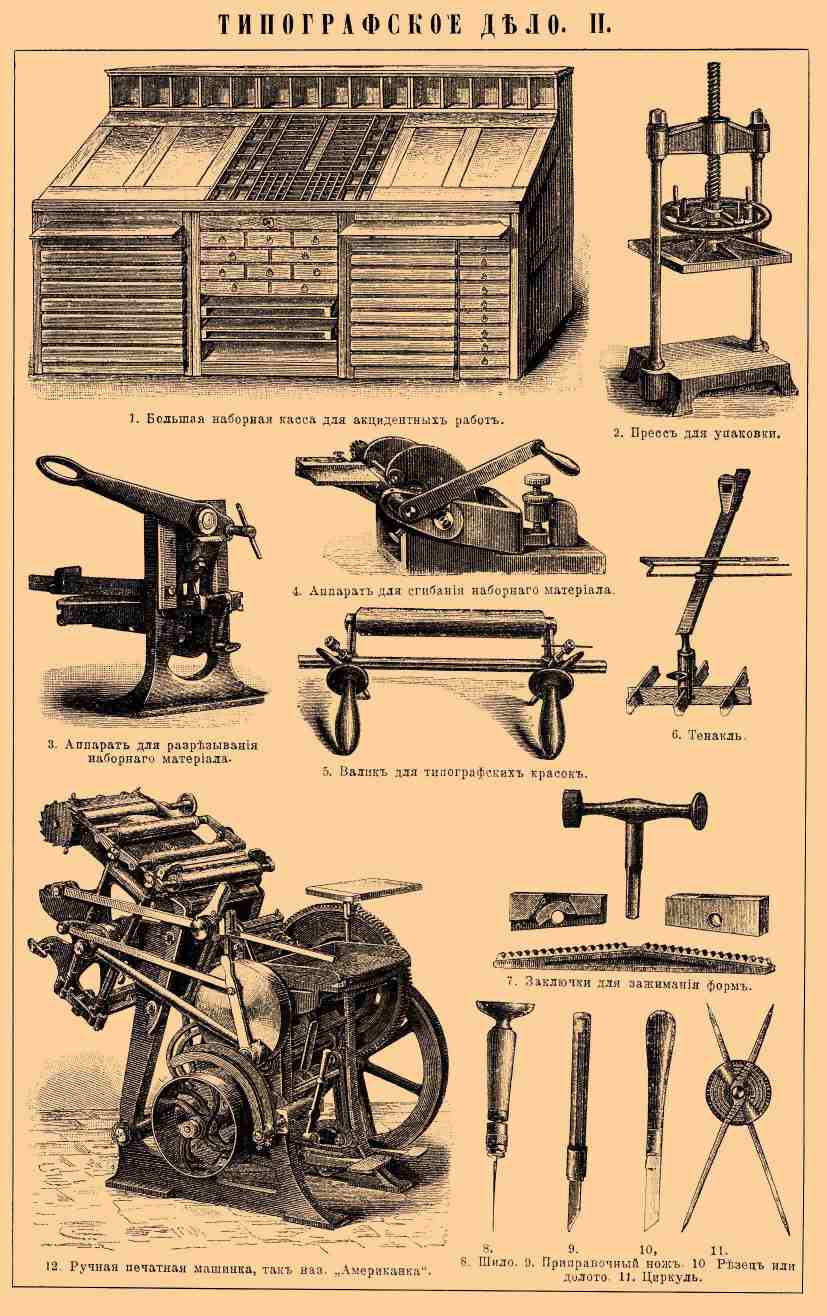
ТИПОГРАФСКОЕ ДЕЛО II.
1. Большая наборная касса для акцидентных работ. 2. Пресс для упаковки. 3. Аппарат для разрезывания наборного материала. 4. Аппарат для сгибания для наборного материала. 5. Валик для типографских красок. 6. Тенакль. 7. Заключки для зажимания форм. 8. Шило. 9. Приправочный нож. 10. Резец или долото. 11. Циркуль. 12. Ручная печатная машинка, так наз. "Американка".
II. История изобретения Т. искусства. Письмена, которые высекались на камне, резались на меди, вылеплялись из глины или начертались на воске, ведут начало от седой древности. На более высокой ступени культуры древние народы стали для письма пользоваться пергаментом и папирусом, а в Греции и Риме возникает как промысел изготовление рукописных книжных свитков и украшение их иллюстрациями с помощью своеобразных клише. После распространения христианства и переселения народов, когда ученость нашла себе убежище в монастырских кельях, начинает широко развиваться переписка книг и разукрашение их достигает художественности, порождая сложное разделение труда (rubricatores, illuminatores, miniatores и т. д.). Ксилографические клише с первоначально нарисованными на липовой, грушевой или буковой доске изображениями получают вид рельефа через срезание пустых промежутков с плоскости печатания и в средние века распространяются все более и более. "Печатники письма" (Briefdrucker), первоначально сосредоточившие свое мастерство на воспроизведении изображений святых и библейских картин, постепенно, с XIV в., начинают печатать этим способом целые молитвенники и учебники (напр. сокращение грамматики Доната). Кропотливость резьбы ксилографических досок и несовершенство способов наведения красок на доски с помощью подушечек, а равно накатывания бумаги с помощью кожаных вальцев препятствуют, однако, распространению этого способа воспроизведения на сколько-нибудь объемистые сочинения. Во всяком случае, ксилография, сама по себе взятая, составляет уже значительный шаг вперед против монастырской переписки рукописей и должна была натолкнуть на мысль вырезывать из металла отдельные литеры (пунсоны), готовить по ним углубленные формы (матрицы), в этих формах отливать в любом количестве из легкоплавкого материала отдельные литеры и то соединять их вместе, то разбирать. Т. искусство в смысле печатания подвижными буквами возникает и распространяется в XV в., когда возродились поэзия, наука и искусство и открылась деятельная борьба за свободу мысли и совести. Т. станок является могучим подспорьем умственного прогресса. Кто первый сознательно додумался до этого изобретения или случайно напал на это открытие — в точности не выяснено. Несколько веков тому назад более 17 городов Германии, Франции и Италии оспаривали друг у друга честь почина в Т. деле, но по ближайшем изучении дела сфера состязания сузилась до четырех городов. Бамберг изобретение типографии приписывает Альбрехту Пфистеру, который действительно почти одновременно с Гутенбергом, Фустом и Шеффером выступает в 1454 г. с календарем и Бамбергской 36-строчной латинскою Библией; но так как резьба Пфистеровских литер напоминает первые Гутенберговские литеры, примененные к печатанию Требника, то есть основание видеть в Пфистере одного из подмастерьев Гутенберга, который переселился в Бамберг для использования на свой страх нового искусства. С 1462 г. теряются следы существования Пфистера. Притязания Гарлема на изобретение книгопечатания получили огласку с половины XVI в., когда более ранние устные предания, передававшиеся от поколения к поколению, нашли доступ в ученую сферу. Голландские исследователи намечают отца типографии в Лаврентии Янцоне, род. в 1370 г. Принадлежал он к богатой дворянской семье и занимал почетный, по тогдашним понятиям, пост церковного кистера (отсюда и прозвание Янцона — Кистер). Рассказывали, что Лаврентий Янцон, гуляя со своим внуком, для забавы последнего вырезывал из буковой коры буквы и делал с них отпечатки. Это навело его на мысль о книгопечатании; совместно с зятем он занялся опытами в этом направлении, изобрел подходящую краску и постепенно заменил деревянные литеры оловянными. Дело оказалось прибыльным; Кистер обзавелся подмастерьями. Один из них, по имени Иоганн, тайком бежал с литерами и всеми Т. принадлежностями в Майнц и с 1442 г. начал печатать там. Этот раб неверный будто и есть Гутенберг. Страсбург почин изобретения книгопечатания приписывает местному жителю Иоганну Ментелину, который будто бы приобщил к его разработке Гутенберга, а последний, воспользовавшись мыслью Ментелина, в 1444 г. переехал в Майнц и вместе с товарищами занялся там новым искусством. Что Майнцу и Иоганну Гутенбергу принадлежит пальма первенства в изобретении книгопечатания — это факт общепризнанный (за исключением Голландии) и подтвержденный специальными исследованиями, не только немецкими, но французскими, итальянскими и английскими; особенный вес в этом отношении представляет свидетельство аббата Тритгейма, который в летописи монастыря Гиршау указывает на Майнц как на колыбель Т. искусства, приурочивая изобретение к 1450 г.; важно также и показание Какстона, первого книгопечатника в Англии, который в 1482 г. утверждал, что книгопечатание изобретено в Германии, в гор. Майнце. В 1450 г. Гутенберг (см.) заключил с Фустом договор, из которого видно, что идея, орудия и труд в новом предприятии принадлежали Гутенбергу, а капитал — Фусту. Новый деятельный сотрудник был привлечен Фустом в лице Петра Шеффера. Юрист по образованию, Шеффер долго жил в Париже, где приобрел славу искусного иллюминатора и рисовальщика заглавных букв. Гутенберговской типографии Шеффер принес существенную пользу тем, что улучшил несовершенные по начертанию и по мягкости металла литеры, улучшил Т. краску через прибавление к ней лака и впервые начал изготовлять пунсоны из стали, что дало возможность выколачивать матрицы из меди. Финансовая невыгодность Т. предприятия породила между Фустом и Гутенбергом процесс, подробный протокол которого является ценным в истории книгопечатания документом. Инвентарь типографии был поделен между тяжущимися: первая типография успешно продолжала свою деятельность под руководством Шеффера, женившегося на дочери Фуста, а Гутенберг завел в Майнце новую типографию, которая с 1462 г. была перенесена в Эльтвиль. Преимущественный сбыт в ту эпоху находили книги учебные и религиозные. Гутенберг напечатал "Латинскую грамматику" Эвия Доната, отдельные листы которой сохранились в Парижской национальной библиотеке; затем последовали индульгенции жертвователям денег на войну Кипра с турками. Эти образчики первопечати свидетельствуют, что к 1451 г. Гутенберговская типография была снабжена двумя комплектами шрифтов, крупным и мелким; но Гутенберга не удовлетворяли достигнутые результаты, и он с особенною ревностью принялся за воспроизведение в печати Священного Писания. Среди первопечатных книг почетнейшее место занимают две библии. Одна, 42-строчная, так назыв. Маразинская, несомненно печатанная Гутенбергом и Фустом и законченная Фустом и Шеффером, составляет 2-томный фолиант в 641 л. в 2 столбца (в первом томе 324 и во втором 317 л.). Печатные заглавные буквы отсутствуют и сделаны в пергаментных экземплярах от руки, киноварью, с золотыми украшениями; в экземплярах на бумаге заглавные буквы от руки чередуются то красные, то синие. 36-строчная Библия (так назыв. Шельхорнская) некоторыми приписывалась Пфистеру, но новейшие исследования установили достоверно, что она вышла из типографии Гутенберга. 36-строчная Библия заключает 881 лист, или 1762 стр., в 2 столбца, в 3-х томах. В точности не установлено, какая именно из этих двух Библий — первенец Т. искусства. Известен пергаментный экземпляр 42-строчной Библии, помеченный 24 августа 1456 г., а в 1460 г. листы 36-строчной Библии употреблялись уже на макулатуру. После разрыва с Фустом и Шеффером Гутенберг изготовил новый шрифт, которым напечатал, между прочим, в 1460 г. труд Иоганна de Janua "Summa quae vocatur Catholicon" (латинская грамматика и словарь). Фуст и Шеффер в 1457 г. осуществили издание "Псалтыри", примечательное тем, что здесь впервые введено обозначение печатника, места и времени печатания. Издания этой Псалтыри следовали быстро одно за другим. Позднейшими крупными памятниками печатного дела были изданная Фустом и Шеффером в 1461 г. 48-строчная "Biblia sacra latina" и вышедшее в 1465 г. сочинение Цицеронова "De officiis", где впервые применен греч. шрифт из букв, резанных на дереве. Распространению Т. дела способствовало разорение типографии Фуста и Шеффера при разгроме г. Майнца войском Адольфа Нассауского. Оставшиеся без заработка мастера Фустовой типографии покинули Майнц и, не считая себя более связанными присягою, данною прежним хозяевам, разнесли познания в новом искусстве по другим городам. Типография заводится в Страсбурге Ментелином (1466), проникает в Люцерн и Базель (1473), быстро прививается в Ульме по почину Иоганна Зайнера (здесь напечатано до 136 инкунабул), в Аугсбурге (при участии Гюнтера Зайнера и Эрг. Ратдольта) и в Нюрнберге; в Нюрнберге особенную известность приобретает Антоний Кобергер (1473—1513), работавший с 24 прессами и свыше чем 100 мастерами и напечатавший до 220 книг, из коих 12 библий. Среди изданий Кобергера особенно славится "Schatzl ehalter des Reichtunis des ewigen Heils" с рисунками M. Вильгеймута (1491) и "Книга хроник и историй Шеделя" на латинск. и нем. языках, с 2000 ксилографическими иллюстрациями (1493). Особенное значение в развитии Т. дела получил Кёльн в лице своих первопечатников Ульриха Целля, Николая Гетца и Генриха Квентелля (конец XV в.), обучивших целую плеяду типографщиков. Из Кельна же на всю Германию расходятся Т. усовершенствования, как то: применение помет (сигнатур), пагинация, титулы для книг, оглавление столбцов и введение более удобных "ручных" форматов. Историю книгопечатания в разных странах Западной Европы и России — см. Печатное дело.
III. Техника Т. искусства. Первые произведения печати имели сравнительно грубый и неуклюжий характер. Подражая рукописям, первопечатники ограничивались форматами фолио и кварто. Впервые Янсон в 1473 г. пустил в Венеции в оборот форматы более подручные, а к концу XV в. восьмушка получила уже повсеместно право гражданства. Точно так же первоначальный староготический шрифт лишь постепенно был вытеснен римским круглым, antiqua, а в немецкой печати — швабахским и фрактурным. После этих частных усовершенствований Т. дело, несмотря на разрастание и все большее распространение, мало совершенствовалось, так как частые войны и политические события, разыгрывавшиеся в XVII и XVIII в., мало способствовали преуспеянию искусств и техники. Если в Т. области то тут, то там и обнаруживались частные усовершенствования, то и на общей совокупности Т. дела отражались они мало. Только к исходу XVIII в. благодаря успехам, достигнутым в области естествознания и техники, а позднее благодаря освобождению промышленности и торговли от стеснявших их путь цехового устройства и административной регламентации открылись новые пути для преуспеяния Т. дела. В XVIII в. в Германии насчитывалось 434 типографии; в 1855 г. в 818 немецких городах имелось уже 2565 типо- и литографий, в 1880 г. в 1668 городах — около 6000 заведений, в 1890 г. в 1891 городе — 6530 заведений, со служебным персоналом в 36612 человек. В России количество типографий за последние 30 лет более чем утроилось, а с тем вместе возросло книгоиздательство. По данным, приводимым Н. А. Рубакиным, в 1890 г., напр., издано 6262 наименования в колич. 18353126 экземпл., в 1892 г. — 71888 наименований в колич. 24819933 экз., а в 1893 г. — 7222 наимен. в колич. 27224903 экз. Взятые абсолютно, цифры эти представляются внушительными, но если разделить их на 110 миллионов народонаселения, то окажется, что на каждые 25 душ приходятся всего 4 книжки.
Технические работы, на которые распадается Т. дело, могут быть подведены под два крупных отдела — отливку шрифта и печатание с него. Для отливки шрифта прежде всего заготовляются пунсоны. По догадкам Амбр. Фирм. Тома, подтвержденным исследованиями Геринга, Гутенберг и первопечатники употребляли пунсоны деревянные, а матрицы получались с помощью этих пунсонов через погружение их в расплавленный свинец, готовый уже застынуть. Ныне употребляются почти исключительно стальные пунсоны. Для этого берутся высококачественные прутки квадратного сучения длиной в вершок и "отпускаются", чтобы металл сделался мягче. Площадь сечения брусков отшлифовывается отвесно на камне, и на площадке гравировальною иглою рисуется в обратную сторону очертание литеры или знака, подлежащих гравированию. Резьба производится от руки или на машине с помощью штихелей или колесец, и когда очко буквы тщательно вырезано, брусочек подвергается закалке. Один рабочий может изготовить от 4 до 5 пунсонов в день. Стоимость пунсонов "от руки" у нас определяется от 1 руб. до 1 р. 50 к.; за границею цена на пунсоны колеблется от 7 до 12 франк. за штуку. Если поставить затем брусок на медную пластинку и ударить по нему несколько раз молотом, то на меди оттиснется углубленное изображение пунсона. Выбитая в медной пластинке матрица тщательно опиливается и выверяется так, чтобы все ее стенки были параллельны и образовывали прямой угол с боковыми стенками, тоже параллельными. Когда матрица выбита и опилена, она подвергается с помощью юстировальной иглы юстировке и с помощью напильника все штрихи очка литеры приводят к плоскости, параллельной стенке матрицы. Для крупных литер пунсоны режутся на свинце или гарте, а для матриц с помощью гальванопластики на пунсоне осаждается слой меди, который снимается и припаивается к цинку. Отливка шрифта с матриц первоначально производилась вручную в более или менее удобно приспособленных для того формочках из 2-х медных или железных створок; в глубине одной из них помещалась медная же матрица данного знака или литеры. Из котла черпался расплавленный гарт железною ложкою и вливался в формочку; по затвердении готовая литера вынималась из формы, гузки (лишний наплыв) у букв обламывались и производилась шлифовка поверхностей ствола буквы или знака. Словолитная техника, державшаяся почти неподвижно на одном уровне несколько столетий подряд, начала совершенствоваться лишь в 20-х годах XIX в., когда Давид Брюс в Бруклине и Вильям М. Джонсон в Гэмпстиде изобрели первообразы словолитной машины. Машины эти изобиловали недостатками и в общем обиходе не прививались; только после усовершенствований, внесенных с конца 40-х годов в это машиностроение Генелем, Кишем, Герлахом, словолитные машины приобрели право гражданства в Америке и Европе. Машины эти механически отливают в день до 12000 литер, тогда как вручную при наиболее благоприятных условиях опытный словолитчик мог изготовить не более 5000 букв. Дальнейшее усовершенствование было достигнуто универсальными словолитными машинами Аткинсона, Джонсона и Генбэрна в Англии, Фуше Париже и Кюстермана в Берлине, увеличившими производительность до отливки 30000 букв в день, а новейшая двойная словолитная машина Дэлленбаха в Каннштате изготовляет до 100000 букв в 10 час. Универсальные машины не только отливают буквы, но автоматически отламывают литники (гузки), шлифуют и строгают рост, скоблят литеры и выставляют их в ряд на верстать. Независимо от однообразной толщины (кегель), литеры имеют однообразную вышину (обыкновенно около 24 мм). Прежде на этот счет словолитни особенного однообразия не придерживались, но в настоящее время в Западной Европе установилось общее соглашение не выходить за пределы единицы высоты шрифта, предложенной Фурнье и равной 10 1/3 линиям pied du roi, или 62 1/2 Т. пунктам. Т. пункт Фурнье, однако же, оказался менее теоретически определенного пункта — так что, в сущности, и самая система утрачивала научное основание, ибо "Т. пункт" оказался величиною произвольною. Фр. Амб. Дидо (1730—1804) исправил неточность системы Фурнье, приняв за основание точно выверенную линейную меру — все тот же pied du roi = 12 дюймам = 144 линиям; 1/6 линии и составляет Т. пункт (по метрической системе пункт = 0,2660 м). Система Фурнье, усовершенствованная Дидо, как крайне удобная и практичная, вошла во всеобщее употребление и ныне принята всею Европою. Точно так же некоторое однообразие выработалось и относительно состава гарта — сплава, который должен удовлетворять условиям легкой плавки, упругости, связности и твердости; наиболее обычен для этого сплав из 70% свинца, 28% сурьмы и 2% олова. С другой стороны, благодаря открытой Якоби в 1837 г. гальванопластики словолитчики получили возможность непосредственно с гартового шрифта осаждать медные матрицы. Наконец, для книг, печатаемых без изменений в многочисленных изданиях, ради устранения повторения набора и корректирования последнего издавна предпринимались попытки объединять набор в одно целое (стереотип), так как представляется невозможным набор, хотя бы и связанный либо заключенный в рамы, сохранить надолго без того, чтобы многие полосы не обсыпались. Старинные типографы это давно сознали и пытались сохранность набору обеспечить, спаивая литеры с нижней стороны в неподвижные полосы или страницы. Проповедник И. Мюллер в Лейдене впервые изготовил такие доски для типографщика ван-дер Май (1701—11). Позднее стали оттискивать набор в глине, песке и разных искусственных массах, наливать в эти формы расплавленный металл и таким образом воспроизводить рельефные отпечатки набора (опыты шотландского ювелира Вильяма Гэда около 1725 г.). Только в 1796 г. парижский типограф и словолитчик Ф. Дидо начал изготовлять шрифт из особенно твердого металла с примесью меди; сделанный этими литерами набор Дидо покрывал толстым свинцовым листом и подвергал медленному давлению пресса. Литеры отпечатывались углубленно в свинце, и этот отпечаток резким и быстрым ударом втискивался с помощью особенной машинки в легкоплавкий расплавленный металл в тот момент, когда он готов был застынуть. Лорд Стэнгон в 1804 г. изобрел более удачный способ стереотипирования. Раствор на воде гипса выливался на набор, а по затвердении в полученную таким образом форму наливался расплавленный гарт. Наконец, в 1829—1830 гг. Жену в Лионе с этою же целью начал употреблять размоченную и распаренную бумагу, и в 50-х годах этот практичный и удобный способ вошел во всеобщее употребление. Ныне стереотип плоский или полуцилиндрический (последний для ротационных машин) готовится так: набранная газетная полоса или страница, заключенная в раму, тщательно очищается от пыли и протирается масляной краскою, после чего на полосу или страницу накладывается сырая бумажная масса, которая прикрывается мокрым полотном и прибивается жесткою щеткою так, чтобы масса проникла и заполнила все углубления шрифта. Затем полотно снимается, матрица смазывается клейстером, и во все ее углубления вкладываются куски папки или картона с тем, чтобы места эти при дальнейшей отливке в форме не запали и не сдавились под тяжестью расплавленного металла. По окончании прокладки картоном матрица вновь смазывается клейстером и обкладывается толстым листом неклееной бумаги, который прибивается щеткою. Затем матрица вместе с набором покрывается фланелью и войлоком и подвергается сушению в сушильном прессе. По высушке матрица без труда снимается с набора. Для употребления матрица пудрится и вкладывается либо в цилиндрическую, либо в плоскую форму и прикрывается крышкою с таким расчетом, чтобы между крышкою и матрицею оставалось пустое пространство около 1/2 дюйма толщиною, которое и заполняется расплавленным стереотипным металлом. По прошествии нескольких секунд крышка с формы снимается, готовый стереотип отделяется от матрицы, обрезается и, укрепленный на металлическом цилиндре или доске, переносится в машинную, где и прилаживается либо к барабану ротационной машины, либо к талеру. Все эти манипуляции совершаются при навыке весьма быстро: матрица на наборе выбивается в каких-нибудь 5 минут, прокладка картоном больших полос занимает от 15 до 30 минут, на сушку употребляется минут 12—15, на отливку 5 минут, отчистка и укрепление полосы требует от 5 до 20 минут. Изготовление стереотипа по бумажным матрицам выгодно тем, что матрицы без труда сохраняются в сухом месте, занимая незначительное место, и пускаются в ход, когда потребуется; если в матрицах отливается не слишком горячий расплавленный металл, то одна матрица легко выдерживает несколько отливок стереотипа. Стереотипные и гальванопластические заведения устраиваются частью при словолитнях, частью при типографиях — в последних всегда, если там в больших заводах печатаются газеты на ротационных машинах.
Усовершенствование орудий производства отразилось и на красоте шрифтов, и на четкости печати. Если в доброе старое время при несовершенных орудиях требовалось особенное искусство, чтобы хорошо печатать, то в настоящее время чистота печатания дело заурядное. Пунсонщики придают литерам тончайшие формы, зная, что и отпечатки не дадут утолщений против очка пунсона. Вальбаум усовершенствовал фрактурный шрифт, по заказу французского правительства особая комиссия из ученых и художников создала новые типы для античного и курсивного шрифта, который введен вo всеобщее употребление в 1825—1832 гг.; Гентш и Гейзе в Гамбурге пустили в оборот медиеваль. Наконец, Дидо и Деррье выпустили целую коллекцию писаных шрифтов и шрифтов с разнообразнейшими украшениями. В России долгое время словолитное производство не выходило из зачаточного состояния, и мы получали шрифт преимущественно от заграничных фирм; словолитни Ревильона, Края, Безобразова и др. были бессильны конкурировать с западноевропейскими собратьями. Исключение явила деятельность словолитни О. И. Лемана, открытой в 1854 г., а позже и др.
Типографщику старого времени приходилось поневоле быть и наборщиком, и печатником, словолитчиком и механиком. Теперь в каждой типографии рабочие выполняют совершенно обособленные функции и лишь по исключению, приучившись к одному мастерству, меняют его на другое. Наборщики составляют из отдельных подвижных литер и знаков полосы и таблицы, метранпажи руководят наборщиками, тискальщики печатают на ручном станке оттиски, предназначенные для просмотра корректур, батырщики накатывают краску на полосы набора, печатники следят за печатанием на машинах, производят "приправку", делают для рисунков "вырезки" и наблюдают за накладчиками и приемщиками. Накладчики во время печатания на машинах накладывают листы бумаги, на которых затем получаются печатные оттиски; приемщики носят, заключают и обкладывают наборные формы, принимают на машинах отпечатки, а по окончании печатания смывают с форм краску; мочильщики, наконец, считают принимаемые от кладовщика листы бумаги и смачивают их водою, так как печатание большею частью ведется на сырой бумаге и пр. Обыкновенно типографии состоят из: 1) конторы, где принимаются заказы, ведутся отчетные и бухгалтерские книги, производятся расчеты со служащими и поставщиками и т. п.; 2) наборных комнат или целых зал, где наборщики и метранпажи производят наборные работы, а равно и верстку; здесь же обыкновенно ручные печатные станки, служащие почти исключительно для тискания корректур; 3) печатно-машинного отделения, где набранные работы печатаются начисто; 4) отделения, где помещается паровой или иной двигатель, с помощью трансмиссии приводящий в действие печатные машины и разные вспомогательные станки, и 5) кладовых, где помещаются запасы бумаг, шрифтов, красок и прочих материалов. Последовательный ход Т. работ следующий: при приеме заказа на печатание фактор совместно с заказчиком выбирает шрифты (по рисунку и кеглю), бумагу (по качеству, размеру и цене), формат (т. е. длину и ширину полос или страниц и число строк в них) и условливается насчет подробностей издания (чтения корректур, количества экземпляров, доставления оригинала, брошюровки и пр.). Затем оригинал, или рукопись, с которой производится набор, передается метранпажу, который и раздает оригинал, разделив его на части, наборщикам. Наборщики — главная рабочая сила типографии — набирают, т. е. составляют из отдельных букв слоги, слова и целые периоды. Набор. Наборная работа заключается в нижеследующем. По поступлении из кладовой типографии в наборную избранного для печати комплекта шрифта таковой распределяется в разделенной на несколько десятков или сотен отдельных открытых ящичков шрифт-кассе, причем каждому знаку или литере присвоено особое гнездо, большее или меньшее и ближе или далее удаленное от руки наборщика в зависимости от частоты употребления данного знака. Русская касса имеет 110 отделений, французск. 152, немецк. фрактура 110, антиква 166, новогреческая 214, нотная касса свыше 300. Наборщик помещается перед кассой, которая устанавливается наклонно на реале, имеющем пять-девять полок, куда вдвигаются шрифт-кассы с запасными шрифтами. Рукопись, подлежащая набору, или оригинал, укрепляется на тенакле, а пропущенный через него визорий опускается все ниже по мере того, как оригинал набирается строка за строкою, что и позволяет наборщику удобно следить за текстом. В левую руку наборщик берет верстатку, раздвинутую по формату набираемых строк, со вставленной в нее наборною линейкою так, чтобы верстатка лежала на ладони нижнею стенкою книзу, опираясь на четыре пальца, а большой палец сверху придерживал подвижную стенку или придавливаемые к ней литеры. Большим и указательным пальцами правой руки наборщик выбирает из кассы одну литеру за другою и ставит их в верстатку слева направо так, чтобы нижняя поверхность литеры прилегала к нижней стенке верстатки, а очко обращено было к наборщику. Окончив набирать первую строку, наборщик вынимает линейку за ушки и, положив на набранные литеры, выравнивает их. Между отдельными словами вкладываются четырехугольные брусочки или пластинки (шпации) на 12 пунктов ниже роста литер; шпации же служат для выравнивания строк, для чего между слов и переносимых слогов вставляются большие или меньшие шпации. Если строки разгоняются, т. е. следуют одна за другою не тесно, то между строк вставляются линейки более или менее толстые (шпоры и реглеты). Когда на верстатке набрано строк 10—12, ее ставят на кассу к борту и, захватив указательными пальцами наборную линейку, а большими первую строку, набор одним быстрым движением переставляют с верстатки на уголок, или наборную доску. Так продолжается набирание и дальше, пока не составится полная гранка, или страница, которая обвязывается бечевкою и переносится на спускальную доску. Таким же образом набираются и последующие страницы данного листа, причем наборщик располагает их для каждой из двух форм в таком порядке, чтобы по отпечатании и фальцовке страницы следовали одна за другою в должном порядке. Ближайший присмотр и наблюдение за версткою, т. е. превращением набранных строк в правильные и точно выверенные страницы, и подготовление составленных из полос листов к печатанию лежит на метранпаже. Когда на спускальную доску выставлены и выравнены все гранки, или страницы данной формы, промежутки или поля между ними заполняются, или "обкладываются", марзанами и бабашками, а для скрепления набора в одно целое, которое не кривилось бы и не раздвигалось бы в стороны при печатании, набор зажимается в железную раму с помощью металлических пластинок и заключек. Затем форма переносится для снятия корректурных оттисков на тискальный станок или на машину. Метранпаж распоряжается тисканием корректур и своевременною отсылкою их к корректору, автору или издателю, следит за исправлением корректур и ведет сам или через управляющего типографией личные и письменные переговоры с корректорами, авторами и проч. По обратном получении исправленного корректурного листа наборщик с помощью шила и пинцета исправляет ошибки или же при пропусках и авторских вставках вводит в набор заново целые строки, а когда все погрешности окончательно исправлены и лист приготовлен к печатанию, метранпаж передает последний корректурный оттиск с надписью "печатать", сделанной на нем автором или корректором, в контору типографии. Затем по назначению управляющего "спускают" лист на машину, т. е. передают в печатное отделение, располагая полосы на талере машины в известном порядке, и приступают к печатанию. Предварительно держится так назыв. "сводка", т. е. сделанный на машине оттиск с листа передается в контору для сверки с подписанною (к печати) корректурою. Делается это для удостоверения в том, что все указанные в корректуре ошибки исправлены. Перед окончательным печатанием в контору подается "чистый лист", т. е. сделанный на машине оттиск листа, вполне приготовленного к печатанию. Чистый лист тщательно просматривается, и здесь отмечаются (для мастера печатника) все технические погрешности и указывается число подлежащих отпечатанию экземпляров. Когда формы отпечатаны, набор очищается от краски на смывальном столе с помощью щетки и щелока. Затем все входящие в состав полос буквы, знаки и украшения отделяются и рассортировываются по тем отделениям касс, из которых были взяты для набора. Точно так же и материал, т. е. разнородные шпации, шпоны, линейки и пр., рассортировываются по соответствующим ящикам. Разбор совершается приблизительно в четыре раза скорее набора. По установившемуся обычаю, ни один из наборщиков не обязан разбирать всего того, что им набрано, — возлагается это обыкновенно на "мальчиков"-учеников, имеющихся при любой типографии. Зато каждый из наборщиков должен "разобрать себе кассу", т. е. приготовить лично для себя кассу для набора. Хорошим наборщиком считается такой, который в продолжение 10-часовой работы постоянно набирает до 10 тыс. букв, считая, что в то же время он успевает для себя и кассу разобрать, но обыкновенно наборщики набирают от 6 до 8 тыс. букв или в среднем около 800 букв в час. Плата наборщикам производится с тысячи букв и у нас в России колеблется от 23 до 12 коп. с тысячи букв (в зависимости от кегля шрифта и местности). Смешанный набор с таблицами, формулами оплачивается дороже — против сплошного набора в 1 1/2 или 2 раза. За ночную и праздничную работу установлено добавочное вознаграждение. У нас наборщики вырабатывают в среднем: книжные — рублей около 30—40 и газетные — ок. 75 руб. в месяц. В последнее время в видах обеспечения русским типографиям образованных рабочих, преимущественно наборщиков — Импер. технич. общество в 1884 г. основало в СПб. школу печатного дела, 2-классную, с 2-годичным курсом; школа выпустила свыше 200 практически подготовленных юношей. При типографии "Нового времени" имеется такая же школа, но она носит скорее общеобразовательный, чем специально технический характер. Подробнее о школах печатного дела см. соотв. статью.
Ноты печатаются либо с помощью Т. набора, чередуясь с текстом для учебников, или же непосредственно с металлических досок, либо литографским способом. Для обоих последних случаев готовятся доски из цинка, расчерчиваются с помощью раштраля на нотные линейки, а затем ноты врезываются в глубь доски. Печать производится на особом нотопечатном станке (до 600 оттисков в день). Для удешевления с гравированной таким образом доски делается перевод на литографский камень и печатание производится литографски — до 4000 оттисков в день при употреблении более дешевой бумаги.
НАБОРНЫЕ МАШИНЫ.
1. Наборная машина "Линотип" Мергенталера. 2. Наборная машина "Типограф" Роджерса и Брайта. 3. Наборная машина "Монолин" Скэддера. 4. Магазин медных матриц в набор
| "БРОКГАУЗ И ЕФРОН" >> "Т" >> "ТИ" >> "ТИП" |
Статья про "Типографское дело" в словаре Брокгауза и Ефрона была прочитана 2305 раз
| Сингапурский салат |
| Сингапурский салат |
TOP 15
- Волос
- Проно
- Степные животные
- Гимнастика
- Индийский океан
- Архитектура
- Сравнение, в литературе
- Манда
- Клитры
- Колесование
- Испарение
- Травоядные животные
- Оплодотворение у pacтений
- Вредные насекомые
- Электризация тел