
БНБ
"БРОКГАУЗ И ЕФРОН" (121188)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Свечи и производство их
Определение "Свечи и производство их" в словаре Брокгауза и Ефрона
Свечи и производство их
Свечи и производство их*
Исторический очерк. — Светильня. — Окраска С. — С. сальные. — С. стеариновые. — С. восковые. — С. парафиновые и спермацетовые.
С. впервые появились во времена первых гонений на христиан, и с этого времени римляне употребляли их при всех церковных церемониях. Уже в конце II в. различают восковые и сальные С. В начале IV в., при имп. Константине во время праздника Пасхи, Константинополь был освещен лампами и восковыми С. В рассматриваемое время С. (восковые) по дороговизне употреблялись только при богослужении и в домах богачей. Горение восковых С. определенной длины и толщины служило, между прочим, и для показания времени. В XII в. сальные С., по своей дешевизне, быстро вошли во всеобщее употребление. В XV в. впервые была применена светильня из бумажных нитей. С. изготовлялись обмакиванием светильни в растопленное сало или воск, но с XVII в. их стали отливать в жестяные и стеклянные формы, которые позднее Фрейтаг заменил оловянными. В начале XVIII в. появились спермацетовые свечи. В 1830 г. Рейхенбах открыл парафин, но С. из него были грязного цвета и мягки; в 1850 г. производство их улучшилось, и они получили большее распространение. В 1839 г. появились С. из минерального воска (церезин). Появлению стеариновых С. предшествовали работы французского химика Шевреля, который вместе с Гей-Люссаком выработал способ получения твердых жирных кислот (стеарина) и в 1825 г. взял в Англии привилегию на приготовление стеариновых С. С 1835 г. производство их удешевилось, и они стали, входить во всеобщее употребление. Демилли в 1847 г. построил большой завод стеариновых С. в Вене, потом в Берлине и в Варшаве. Вслед за тем его поверенный Каллет построил в Москве первый завод стеариновых С. в России.
С. представляет цилиндр твердого горючего материала, по оси которого расположен пучок нитей, служащих для приведения растопленного материала С. к пламени. Под действием жара вещество С. плавится и собирается на дне углубления около светильни; отсюда вследствие волосности оно поднимается по светильне и достигает области пламени. Количество вещества, доставляемого в пламени, должно быть соразмерно: если материала притекает слишком много, то пламя будет большое, коптящее и С. будет гореть тускло; недостаточное же количество материала дает маленькое пламя. Толщина светильни зависит от вещества С. Для сальных С. употребляется толстая светильня, из толстых ниток, для стеариновых и других берется светильня тоньше. Светильня для сальных С. бывает только слегка скручена; при горении С. она не успевает сгорать и, наконец, сильно выступает на пламени; С. начинает тускло гореть и коптить; поэтому с нее надо часто снимать нагар. В стеариновых С. светильня делается плетеная, при горении она изгибается, выступает в наружную часть пламени и здесь сгорает. Если светильня толста по свече, то она расплавляет много материала, и С. будеть отекать. След., для правильности горения нужно соблюдать правильность соотношения частей С.: толщину светильни, толщину пряжи, степень кручения. Чтобы предупредить образование нагара, плетеные светильни пропитывают растворами разных веществ. Светильни для стеариновых С. погружают на 3 часа в 0,5% раствор борной кислоты в воде, выжимают и сушат. Для того, чтобы они равномерно пропитались, к раствору прибавляют алкоголя и несколько капель серной кислоты (70 г борной кислоты, 94 л воды, 10 г спирта и несколько капель серной кислоты). Можно применить также раствор 25 г азотно-кислого аммония и 10 г фосфорно-кислого аммония в литре воды. Есть еще такой способ пропитывания: светильни погружают на 4 часа в теплую подкисленную серной кислотой воду, выжимают и высушивают; потом погружают в раствор 4,5 г борной кислоты и 18 г серно-кислого аммония в литре воды, вторично выжимают и высушивают. Для парафиновых С. светильни пропитывают так: сначала промывают в растворе серной кислоты крепостью в 2°В., высушивают и пропитывают раствором 60 г буры, 30 г хлористого аммония, 50 г хлористого калия и 30 г азотно-кислого калия в 4 л воды, затем сильно выжимают и высушивают. Для спермацетовых С., которые употребляются как нормальные, светильни моют в дистиллированной воде, к которой прибавлено 1 — 2% концентрированного аммиака, потом в воде с прибавкой 10% концентрированной азотной кислоты, наконец, промывают в дистиллированной воде. Для последующей обработки берут раствор 28 г борной кислоты и 56 г аммиака в 4,5 л воды, выжимают и хорошо высушивают. Для восковых С. светильни не обрабатываются. Светильня делается из бумажных нитей; для сальных С. она слабо сплетается из пряжи № 16, или скручивается из пряжи №№ 8 — 12.
| Число ниток № 16 в светилыне. | |
| 8 свечей в фунте | 38—42 |
| 4 свечи в фунте | 56—62 |
Для стеариновых С. светильня всегда употребляется плетеная из 3 — 4 шнурков; номер пряжи берут от 36 до 40.
| Число ниток № 40 в светильне. | |
| 8 свечей в фунте | 60—64 |
| 4 свечи в фунте | 104—108 |
Для парафиновых С. употребляется пряжа № 40 и число нитей такое же, как и у стеариновых, но только плетутся они туже. У восковых С. светильня сильно скручена; № пряжи и число нитей те же самые, что и для стеариновых С. Светильня употребляется обыкновенно машинного плетения и, после пропитывания, наматывается на шпули. Для нарезывания светилен по длине С. употребляется машина, устройство которой видно из фиг. 1. При вращении за рукоятку, колесо е вращает и колесо d, на оси которого насажен барабан а с прорезом с. На барабан а наматывают светильню и проводят в разрезе с ножом; тогда светильня разрезается на отрезки, равные окружности барабана, длина которой должна равняться длине светильни. Для окраски парафиновых и стеариновых С. употребляются органические краски. Так, для желтого цвета идут: пикриновая кислота, анилиновая желтая, эхтгельб, тиазолгельб, хинолингельб, флаванилин, куркума, гуммигут; для оранжевого — гольдоранж, тропеолин; красного — судан, розабенгаль, алканин, кармин и паприка; зеленого — бриллиантгрюн, метилгрюн, викториагрюн, хлорофилл; фиолетового — метилфиолет, этилфиолет; синего — зейденблау, викториаблау; розового — эозин, родамин.
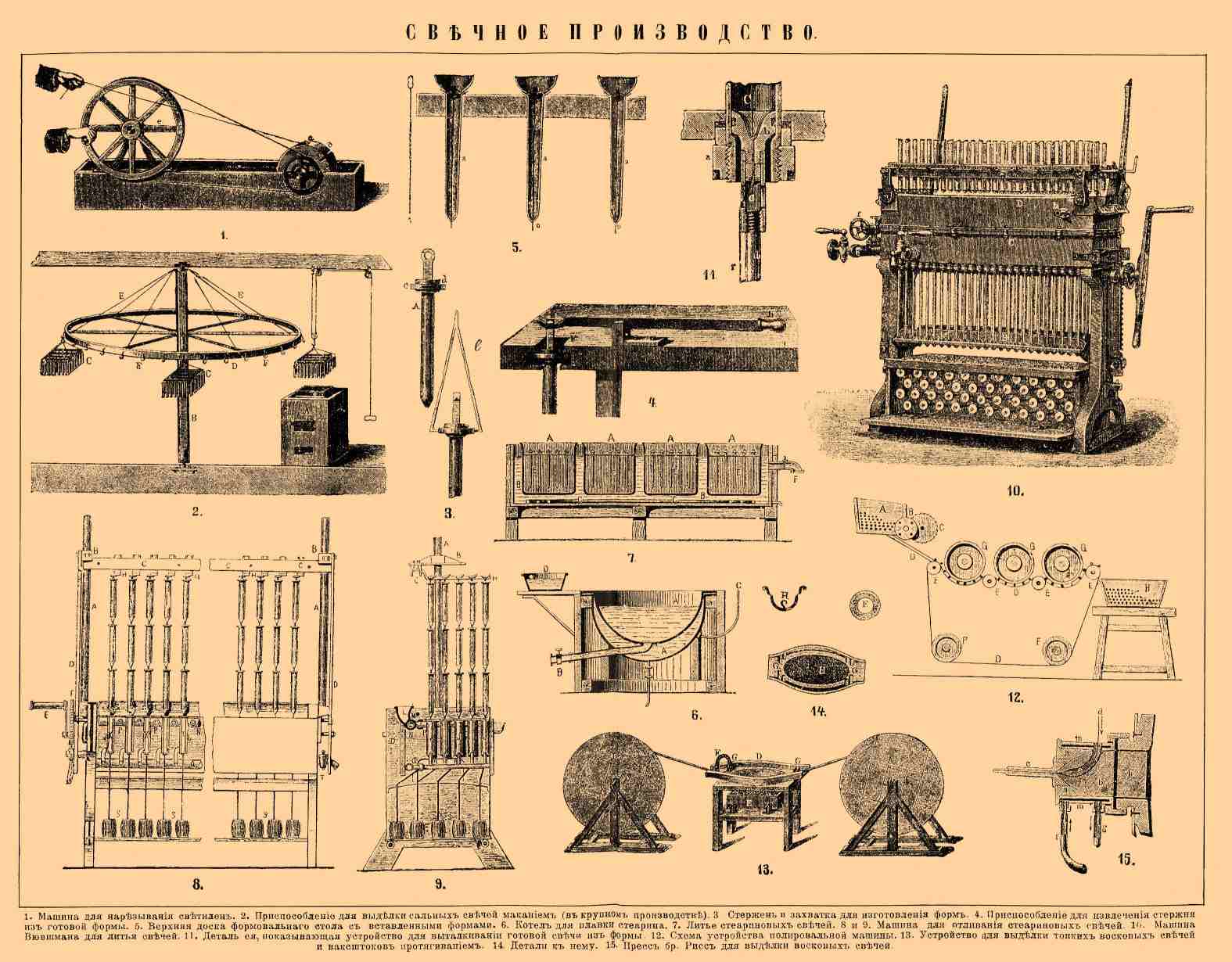
СВЕЧНОЕ ПРОИЗВОДСТВО.
1. Машина для нарезывания светилен. 2. Приспособление для выделки сальных свечей маканием (в крупном производстве). 3. Стержень и захватка для изготовления форм. 4. Приспособление для извлечения стержня из готовой формы. 5. Верхняя доска формовального стола с вставленными формами. 6. Котел для плавки стеарина. 7. Литье стеариновых свечей. 8 и 9. Машина для отливания стеариновых свечей. 10. Машина Вювшмана для литья свечей. 11. Деталь ее, показывающая устройство для выталкивания готовой свечи из формы. 12. Схема устройства полировальной машины. 13. Устройство для выделки тонких восковых свечей и ваксштоков протягиванием. 14. Детали к нему. 15. Пресс бр. Рисс для выделки восковых свечей.
С. сальные приготовляются маканьем или отливанием в формы. Маканье применяется только на маленьких заводах и состоит в многократном погружении светильни в растопленное сало (см.), причем каждый раз на ней отлагается новый слой сала, и таким образом С. принимает надлежащую толщину. Берут шестик ("батожок") и надевают на него 16 — 18 светилен в некотором расстоянии друг от друга. Батожок — это круглая деревянная палочка в 2,5 фут. длины, гладко выструганная и заостренная с одного конца. Когда приготовлено достаточное число палочек со светильнями, в макальню наливают из котла растопленное сало. Макальня представляет продолговатый четыреугольный ящик в 2 фут. высоты, 272 фут. длины и 10 дюймов ширины. Книзу он суживается до 3 дюймов. Макальня ставится на деревянную подставку, называемую формовальной скамьей. Десять-двенадцать палочек со светильнями разом опускают в сало и держат их там, пока они хорошо не пропитаются. Сало для первого обмакивания должно быть очень горячее, иначе сухая светильня с трудом погружается в него. Вынув палки из макальни, осматривают светильни, расправляют их и кладут палки на рамы, представляющие ни что иное, как четыре стойки, связанные вверху, внизу и посередине перекладинами. Внизу ставится корыто для стекающего сала, а на верхнюю и среднюю обвязки кладут шестики со светильнями после каждого обмакивания. Операция пропитывания светильни салом требует навыка; от тщательности ее выполнения зависит форма и вид С. Для следующих обмакиваний сало не должно быть горячим, иначе его много стекает со С. и она будет долго формоваться. Слишком же холодное сало пристает кусками, и С. будет бугристая. За лучшее считается поддерживать такую температуру, когда сало начинает стыть около краев. Застывшее сало вынимают из макальни и добавляют туда горячего. Подготовленные светильни обмакивают в макальню; когда избыток сала стечет, их кладут на рамы; берут другие батожки и т. д. После нескольких погружений стекающее сало образует внизу С. утолщение. Чтобы сравнять, погружают С. в макальню только до 1/2 или 1/3, тогда избыток сала растопится, и она будет ровная. Когда С. достигнет такой толщины, что остается погрузить их последний раз, дают им хорошо остыть и потом погружают в макальню так, чтобы верхний конец светильни тоже покрылся салом. При этом головка принимает правильную коническую форму. Приготовленная так С. от стекающего сала заостряется внизу всегда бывает длиннее светильни. Чтоб придать С. надлежащую длину, ее обрезают на обрезе: это медный лист, положенный наклонно и нагреваемый снизу жаровней. Батожок держат так, чтобы С. нижними концами прикасались к горячему листу, тогда избыток сала растапливается и стекает по листу в сборник. В более крупном производстве устраивают особые приспособления, где можно разом опускать большое число шестов. На фиг. 2 видно устройство прибора подобного рода. А — котел с салом, подогреваемый снизу. Вместе с осью В вращается прикрепленное к ней колесо, удерживаемое в горизонтальном положении струнами Е. К ободу колеса прикреплены крючки D, F, на которые подвешиваются рамы С со светильнями. Рабочий поддевает на крючок, привешенный к блоку, раму за кольцо и опускает С. в котел А, потом поднимает ее обратно и вешает на крюк колеса. С., полученные маканьем, иногда сравнивают, протягивая их в отверстия, сделанные в доске, переходя от более широкого к более узкому. Острые края отверстия соскабливают избыток сала.
Производство сальных С. литьем состоит в том, что растопленное сало выливают в форму, которая представляет пустой цилиндр с натянутой по оси светильней. Maтериалом для форм служит обыкновенно сплав из 2 част. олова и 1 ч. свинца. Заводчики обыкновенно делают формы, сами обмакивая стальной, хорошо отполированный стержень в расплавленный металл. Стержень (фиг. 3, А) имеет форму С.; к вершине он немного суживается, а на другом конце имеет ушко и кольцо а. На этот стержень надевается кольцо С с вырезами по бокам, в которые входят концы захватки l. Meталл плавят в чугунном котле и, хорошо перемешав, переливают в тигель, находящийся позади котла и подогреваемый уходящими из топки газами. Здесь дают растопленному металлу принять такую температуру, чтобы белая бумажка, быстро погруженная в него, только слабо пожелтела. Когда сплав достаточно охладится, берут стержень за захватку l, погружают его в металл и быстро вынимают; при этом стержень покрывается коркой металла, которая и представляет форму для С. Чтобы извлечь стержень из формы, вкладывают ее в вырезку стола f, как изображено на фиг. 4, и вставляют крючок g рычага в петлю, тогда при надавливании на рукоятку h стержень выходит из формы. После этого остается только снять кольцо с, выровнять край, просверлить на вершине отверстие для светильни и форма готова. Для вливания сала в форму и для удерживания светильни служит вороночка (фиг. 5) с перекладиной, с отверстием в середине. Эта вороночка вставляется в закраины на форме (фиг. 5), образованный нижней поверхностью кольца с (фиг. 3). Приступая к литью С., в формы продевают светильни при помощи крючка (фиг. 5), закрепляют их в отверстии с и в перекладине воронки. Когда формы так подготовлены, их вставляют в отверстия формовального стола. Последний имеет вид обыкновенного стола (фиг. 5), на верхней доске которого в несколько рядов проделаны отверстия; под стол ставят корыто, куда стекает сало. Когда все наготовлено, рабочий лейкой или ковшом наполняет формы растопленным салом. Температура сала должна быть такая же, как и при маканье, т. е. оно слегка застывает у краев. Застывая, сало уменьшается в объеме, и в середине С. образуется углубление, которое заполняют, подливая из лейки сало. Когда С. совершенно застыли и охладились, их легко вынимают из формы и выставляют на некоторое время на воздух. Чтобы ускорить отливку С., по краям доски с формами делают возвышения, а отверстия, в которые вставляют формы, вверху расширяют, так что формы входят в них своими закраинами; вороночка в этом случае может отсутствовать, так как ее заменяет закраина. Сало наливают на стол, и оно само распределяется по формам. Когда С. затвердеют, избыток сала снимают тупым ножом и вынимают их из форм. На болылих заводах С. отливают с помощью таких же машин, которые употребляются для отливки стеариновых С. Отлитые С. обрезают внизу резаком. С. упаковывают в пачки и оставляют лежать продолжительное время, после чего они делаются белыми.
С. стеариновые. Стеарин (см.) плавится на 10—20° выше сала; при застывании он представляет массу из крупных пластинчатых кристаллов и делается хрупким. Для устранения этого свойства к нему прибавляют от 2% до 6% воска или парафина; примесь последнего доходит до 20%. Прежде для предупреждения кристаллизации прибавляли незначительное количество мышьяковистого ангидрида, но подобная примесь не соответствует требованиям гигиены. Стеарин осторожно расплавляют, и температура его должна поддерживаться немного выше точки плавления. Плавление обыкновенно совершается в котле с двойными стенками (фиг. 6), промежуток между ними А' заполняют водой, нагреваемой паром из паропровода С. Внутренний медный котел А должен быть хорошо вылужен; для выпуска служит труба В с краном. Стеарин наливают в лейки и, когда он примет сливкообразную консистенцию, разливают его в формы. В медную коробку А (фиг. 7) вставляют от 20 до 30 металлических свечных форм Е со светильнями. Несколько таких коробок помещают в ящик В, наполненный до половины водой. Перед наливанием стеарина в формы, воду в ящике нагревают до 100° помощью змеевика С, в который пускают пар. Как только коробки нагреются до 45° — 50°, их вынимают и наливают формы стеарином. Когда стеарин затвердеет, С. вынимают из форм. В крупном производстве для отливания С. употребляются машины. К станине машины (фиг. 8 и 9) прикреплены две колонки А, по которым скользят пластинки В, связанные стержнем С. K пластинкам В прикреплены концами две зубчатые полосы D, которые, посредством зубчатых колес, приводимых в движение рукояткой Е, могут двигаться вверх и вниз. К стержню С прикреплены консоли Н, на которых есть зажимы для закрепления концов светилен. В литейном столе укреплены медные цилиндры J, в которых помещаются свечные формы. Для охлаждения форм пускают холодную воду по трубе Q; она по боковым трубкам К входит в каждый цилиндр J и окружает форму. Для нагревания форм сделано подобное же приспособление. Теплую воду льют в желоб L, откуда она идет в трубу N. При повороте соответствующей рукоятки вода из трубы N идет в трубки Р, имеющие ответвления к каждой форме. Внизу станины помещаются шпули S, светильню протягивают сквозь формы и наливают в них стеарин. Для быстрого схлаждения форм пускают холодную воду в трубу Q; как только масса затвердеет, открывают кран Т, в который вытекает холодная вода и впускают теплую воду в J. Тогда формы расширяются и С., при вращении рукоятки E, легко выходит из них. После этого приступают к новой отливке. Вюншман построил машину (фиг. 10) несколько иного типа, где свечи выталкиваются из форм снизу. Формы вставлены и закреплены в дно и в крышку чугунного ящика. Они представляют металлические, открытые с обоих концов трубки, верхний диаметр которых миллиметра на 2 — 3 больше нижнего. В форме (фиг. 11) двигается как поршень насоса часть b с выемкой для образования головки свечи. Резиновое кольцо i служит для плотного соприкасания части b со стенками формы С. К нижнему концу части b привинчена насадка с с отверстием для светильни r; вся эта часть привинчена к стержню d, который в свою очередь прикреплен к нижней доске В (фиг. 10). Чтобы светильня плотно входила в b, в трубочку с вставляется каучуковая пробочка, в которую и проходит светильня. Доска В поднимается и опускается при помощи рукоятки b, насаженной на ось зубчатого колеса, сцепленного с зубчатой рейкой, которая прикреплена к доске B. Под доской В помещается ящик А со шпулями светильни. Ящик А наполняют шпулями, протягивают светильню сквозь насадку b, форму С и закрепляют ее вверху в особых зажимах. Доску В опускают, чтобы насадка b заняла место внизу формы, и нагревают формы. Вращая вентиль f, пускают в ящик пар и, когда формы достаточно нагреются, наливают стеарин или парафин. Для ускорения затвердевания стеарина, закрыв f, наливают ящик холодной водой из крана е, пока она не покажется из отверстия h. Как только стеарин затвердеет наверху формы, воду выпускают в вран G. С верхней доски ящика счищают стеарин и, раскрыв вверху зажим, поднимают доску В. — С. выталкиваются из форм и, когда они достигнут наивысщего положения, зажим закрывают и опускают доску В. Светильни втягиваются в формы и литье продолжается. После второй отливки С. срезают, вынимают из зажима, счищают стеарин и т. д. Машины подобного рода бывают таких размеров, что в них отливается за один раз до 1200 С. После отливания С. обрезаются так, чтобы они были определенного веса, и нередко еще полируются. Обе работы большей частью совмещают на одной и той же машине (фиг. 12). В ящике А помещают С. вершинами к задней стенке; отсюда они попадают в углубление вала В и обрезаются круглой пилой С, потом падают на бесконечное полотно D, двигающееся около валиков Е и барабанов F. Большие цилиндры G, обтянутые сукном, во-первых, вращаются каждый около своей оси, а во-вторых, имеют быстрое движение взад и вперед вдоль оси. С. уносятся двигающимся сукном D под цилиндры G, где отполировываются и падают в ящик Н. Для этой же цели предложены и другие машины, напр., Дависона, полирующая с помощью двигающейся взад и вперед щетки или суконной подушки, и др. Статистич. сведения о производстве стеар. С. см. соотв. статью.
С. восковые. Для приготовления восковых С. служат: пчелиный воск, японский воск, китайский, карнаубский, пальмовый, миртовый и др. (см. Воск). К воску часто прибавляют церезин, как более дешевый продукт. Фабрикация восковых С. производится: 1) обливаньем, 2) сученьем, 3) протягиванием. 4) отливанием в форму и 5) прессованьем. 1) Старый способ приготовления восковых С. обливаньем состоит в том, что рабочий держит светильню над котлом и обливает ее из ковша воском, причем все время поворачивает ее вокруг оси. В первый раз светильню обливают горячим воском, чтобы она хорошо пропиталась, для следующих же обливок берут такой, когда он стынет около стенок. Для ускорения обливания несколько светилен привешивают к горизонтальному обручу и обливают их воском. Когда с одной стороны они достигли надлежащей толщины, светильни оборачивают другой стороной и опять обливают до требуемой толщины. Приготовленным С. дают охладиться и прокатывают их на мраморной доске магелем, подливая немного воды, чтобы воск не приставал. Магель — это дощечка в 3 дюйма длины и в 2 дюйма ширины из твердого дерева, снабженная рукояткой. После прокатывания С. обрезывают внизу, заостряют вершину и относят в белильню, где при смачивании водой они пробеливаются. Отбеливание восковых С. необходимо, так как при растапливания воск принимает желтый оттенок. Этим способом изготовляются только небольшие С. 2) Приготовление больших С. обыкновенно производится сученьем, которое состоит в том, что светильню натягивают на крючки в горизонтальном направлении и равномерно облепляют ее воском, который размягчают в теплой воде и хорошо разминают. Когда С. примет надлежащую толщину, ее снимают с крючков и катают на столе магелем, после чего формуют верхушку и обрезают внизу. 3) Протягиванием обыкновенно изготовляются мелкие С. и восковые веревочки, или ваксштоки. Между двумя деревянными барабанами А и В (фиг. 13) помещается медная ванна D, имеющая в середине крючок H (фиг. 14). Ванна помещается на деревянном столе и снизу подогревается жаровней E. На двух противоположных узких концах ванны устроены двойные стенки. В промежуток между ними вставляется металлическое кольцо F с коническими отверстиями, расположенными по окружности. В ванне растапливают воск, сматывают светильню с барабана А на барабан В, продев ее через крючок H и самое узкое отверстие пластинки F, помещенной в промежуток стенок G. Избыток воска снимается краями отверстия пластинки F. Когда вся светильня намотана на барабан B, пластинку F переставляют на другой конец ванны и, задев светильню за крючок H, наматывают ее обратно на бараран А; при протягивании каждый раз увеличивают номер отверстия пластинки F. Готовые ваксштоки разрезают на куски требуемой длины и свертывают в трубки. 4) Отливание восковых С. применяется редко. Металлические формы для этого не употребляются, так как воск к ним прилипает, а обыкновенно служат стеклянные, для прочности обтянутые гуттаперчей. Светильня предварительно должна быть пропитана воском, иначе около нее могут остаться пустые места. Формы перед отливанием нагревают и, по затвердевании воска, быстро погружают в горячую воду, — тогда С. легко выходят. 5) Для изготовления С. прессованием предложен братьями Рисс следующий аппарат (фиг. 14): в прессовальный цидиндр а кладут размягченный кусок воска b, который продавливается посредством поршня h в мундштук с. Светильня d поступает по трубке е в массу воска и выталкивается вместе с ним в форме С. Чтобы поддержать воск в размягченном состоянии, пускают пар по трубе f в пространство m, окружающее пресс. С. из мундштука с поступает в холодную воду. Для окрашивания восковые С. погружают в расплавленный цветной воск. Цветные рисунки наносятся кистью; нужные для этого краски растираются в скипидарном растворе воска. Позолоту наводят на еще не остывшие С., накладывая листовое золото и придавливая штемпелем требуемого рисунка.
С. парафиновые изготовляются только литьем. С., приготовленные из чистого парафина (см.), после долгого стояния изгибаются. Для устранения этого недостатка и для повышения точки плавленая к парафину прибавляют от 3% до 15% стеарина. В настоящее врема чистых парафиновых и стеариновых С. нет, а есть только С. с большим или меньшим содержанием того или другого. Отливание парафиновых С. обыкновенно производится в машинах Вюншмана. Чтобы избежать кристаллизации парафина, свечные формы нагревают до 70%, а сам парафин до 60°. Когда формы наполнены, их быстро охлаждают водой, вынимают С. и обрабатывают их, как стеариновые.
Между всеми видами С. первое место по белизне и прозрачности занимают спермацетовые. Чистый спермацет (см.) имеет свойство кристаллизоваться пластинчатыми кристаллами; во избежание этого неудобства в свечном деле к спермацету прибавляют около 3% белого воска. Светильня для этих С. плетется туго, в 3 шнурка. Они отливаются в такие же формы, как и стеариновые С., только они должны быть хорошо отполированы и иметь высокий глянец. Спермацет нагревают до 60°, выливают в формы, наблюдая, чтобы застывшая часть на стенках формы вновь расплавилась. Застывающий спермацет сильно сжимается, так что около светильни образуется большое углубление, которое заполняют, наливая новое количество спермацета. Когда С. охладятся в формах, их вынимают и наводят глянец, проводя чистой рукой.
Н. А. Сперанский. Δ.
| "БРОКГАУЗ И ЕФРОН" >> "С" >> "СВ" >> "СВЕ" >> "СВЕЧ" |
Статья про "Свечи и производство их" в словаре Брокгауза и Ефрона была прочитана 1090 раз
| Коптим скумбрию дома в коробке |
| Коптим скумбрию дома в коробке |
TOP 15
- Волос
- Проно
- Степные животные
- Гимнастика
- Индийский океан
- Архитектура
- Сравнение, в литературе
- Манда
- Клитры
- Колесование
- Испарение
- Травоядные животные
- Оплодотворение у pacтений
- Вредные насекомые
- Электризация тел