
БНБ
"БРОКГАУЗ И ЕФРОН" (121188)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Порох
Определение "Порох" в словаре Брокгауза и Ефрона
Порох
Порох*
— некоторые взрывчатые вещества способны, независимо от условий воспламенения, развивать свою силу постепенно, т. е. превращаться в газы с отделением тепла не сразу всей своей массой (как бывает при так наз. детонации), а правильно изменяющимися слоями, вследствие чего они являются пригодными для производства метательного действия. Всякое взрывчатое вещество, обладающее такими свойствами, т. е. пригодное для стрельбы, и называется П. С XIV в. и до второй половины настоящего столетия в Европе известно было лишь одно подобное вещество в различных видоизменениях — сеpo-угольно-селитряная смесь. При воспламенении эта смесь превращается в газы с образованием в то же время и твердых продуктов горения, загрязняющих во время стрельбы канал огнестрельного орудия и производящих дым. В последнее время стали употреблять для стрельбы нитроглицерин, пироксилин и др., при стрельбе которыми не бывает ни загрязнения канала орудий, ни образования дыма, так как они сполна превращаются в газы. Эти новые виды П. могут быть охарактеризованы, как бездымные. Могут быть отмечены еще переходные виды П., называемые малодымными. В настоящей статье рассматриваются представители главным образом первых двух групп, относящиеся же к последней группе — лишь попутно, поскольку они играли роль в истории предмета, или имеют еще и до сих пор применение в практике.
I) Обыкновенный серо-угольно-селитряный порох. 1) Составные части его. Полагают, что первоначальными изобретателями его были китайцы, в Европе он стал известен в начале XIV в., но благодаря кому именно и где — точно неизвестно. Первоначально приготовляли его тесным смешением измельченных серы, угля и калийной селитры в виде так наз. мякоти, впоследствии стали превращать эту мякоть в плотные зерна различной величины, с целью устранения расстройства однородности смешения при обращении в практике а также для регулирования скорости сгорания. Из составных частей пороха селитра и сера представляют совершенно определенные вещества, которые всегда легко могут быть получены в надлежащей степени чистоты; селитра не должна содержать больше 0,08% примеси хлористых металлов; сера, кроме совершенной нейтральности, не должна давать при прокаливании больше 0,1% пепла. Но состав и свойства угля сильно изменяются в зависимости от условий приготовления. Он должен воспламеняться легко, сгорать быстро и не давать (почти) при этом пепла. Этому условию удовлетворяют угли, добываемые посредством обугливания некоторых пород дерева при температурах ниже 500°. Обыкновенно употребляют для выжигания на пороховых заводах малоплотные породы, такие: ольха, ива, тополь, крушина, черемуха, осина, орешник, липа и т. п., в возрасте от 2 до 10 лет, так как очень молодые деревья дают много золы, а в старых древесина неоднородна. Можно употреблять также лен, пеньку и пр. или ржаную солому, освобожденную от колосьев. Для пороходелия все эти природные материалы превращаются в уголь трех сортов: черный, бурый и шоколадный. Черный уголь получается обугливанием при 350—450°, обладает в кусках синеватым оттенком, легко измельчается, горит без пламени и не растворяется (почти) в едком кали. Темпер. обугливания бурого угля 280—320°; он обладает красноватым оттенком, жирен на ощупь, трудно измельчается, горит с образованием небольшого пламени и растворяется частью в едком кали. Шоколадный уголь получается при 150—180°, при ударе издает глухой звук, трудно измельчается и вообще еще резче обладает свойствами, присущими бурому углю. В России все три сорта угля приготовляются главным образом из ольхи и крушины. Эти породы предварительно освобождаются от коры и выдерживаются в течение 2—3 лет в поленницах (1 год под открытым небом для выщелачивания соков, остальное время — в сараях). Выдежавшиеся поленья затем распиливаются и раскалываются на более мелкие бруски (35—40 см длиной и 2,5—5 см толщиной для черного и бурого угля, 6,5—12 см длиной и 1,2—2,5 см толщиной для шоколадного). Перед поступлением в аппараты для обугливания, в них содержится, обыкновенно, около 15% влажности. Из 100 частей подготовленного таким образом материала получается угля: черного 25—30 частей, бурого 35—40 частей, шоколадного 68—70 частей. Само обугливание в настоящее время обыкновенно производится посредством сухой перегонки в ретортах (из чугуна или листового железа), которые бывают неподвижные и подвижные. Первые представляют лежачие цилиндры, вделанные в печи (по одному или по два). Заделанное наглухо дно каждого цилиндра снабжено 4 отверстиями, из которых одно, соединенное с медной трубкой, служит для удаления летучих продуктов сухой перегонки, а через три остальные вводят контрольные палочки обжигаемого дерева в железных трубках. Другое дно подвижно и после заряжания цилиндра тщательно замазывается. Печь устраивается таким образом, чтобы цилиндры получали нагрев только от циркулирующих кругом них горячих продуктов горения топлива. Продолжительность обжигания около 7 часов на черный уголь и 9 часов на бурый. Под конец, время от времени, вынимают контрольные палочки, чтобы судить о степени обугливания и равномерности его. Кроме того руководствуются цветом пламени выходящих паров и газов: обжигание прекращается, когда пламя имеет блестящий белый цвет для черного угля и голубой с красноватыми искрами для бурого угля. Перед выгрузкой необходимо дать углю охладиться в течение 3 — 5 часов. Обугливание в подвижных цилиндрах позволяет достигать большей однородности выходящих углей благодаря более равномерному распределению нагревания, производимого горением газообразных продуктов, выделяющихся по мере хода процесса. Каждый цилиндр, нагреваемый в отдельной камере, помощью системы рельсов и катков, может вдвигаться в печь и по окончании обугливания тотчас же заменяться другим цилиндром, предварительно заряженным. Трубопровод, идущий от верхней части цилиндров, проводит летучие продукты сухой перегонки дерева, соответственным образом загибаясь, в горизонтальные трубы, по одной под каждым цилиндром, с двумя продольными щелями для выхода горючих газов, которые при горении и образуют равномерное по всей длине пламя; операция, раз пущенная в ход помощью вспомогательного топлива, идет далее за счет только этих горючих газов. На фиг. 1 табл. показаны некоторые подробности устройства подобной реторты. Цилиндр Н вдвигается в печь помощью катков Е. Заднее дно заклепано наглухо, переднее же подвижно и снабжено маленькой дверцей h2 для наблюдения хода обугливания. В верхней части приделана полуцилндрическая трубка h4, которая отводит летучие продукты перегонки к отверстию h3 в заднем дне и затем в трубопровод, идущий в топку. В верхней же части внутри приделан цинковый прут m, который через посредство рычага т 4 так связан с показателем m2, что при расширении этого прута от нагерва стрелка передвигается по разделенной дуге, показывая температуру внутри цилиндра. Трубопровод, отводящий горючие пары и газы, снабжен кранами, позволяющими регулировать приток их в топку, а следовательно и самую температуру в цилиндрах. Для приготовления шоколадного угля, требующего наиболее равномерного и медленного нагревания, применяются цилиндры, постоянно вращающиеся около оси, причем свободно наложенные мелкие куски дерева непрерывно пересыпаются и перемешиваются. Нагревание производится с обоих концов каждого цилиндра в отдельной печи с помощью вспомогательного топлива. Выжигание продолжается до 16 часов. Иногда с той же целью применяется обугливание помощью перегретого водяного пара, напр., при переработке в шоколадный уголь ржаной соломы, причем пар не только производит равномерное нагревание, но и способствует быстрому удалению летучих продуктов. Свежеприготовленный уголь возможно быстро выгружается в тушильники, представляющие собой большие железные цилиндры, плотно закрываемые крышками, где они и оставляются для охлаждения на время не менее 3 суток. Отсортировав непригодные куски (недожженные, пережженные, покрытые смолистым или пепельным налетом) с помощью ручной разборки, оставляют его лежать еще на 8 — 10 дней в тушильниках. Это делается для избежания самовозгорания, которое легко происходит при хранении угля в больших массах, особенно в измельченном состоянии. Для достижения возможно большей однородности состава угля различной выделки подвергаются мешке, беря по 3 тушильника. Нужно иметь в виду следующие свойства угля: 1) содержание углерода в черном от 80 до 85% в буром от 70 до 75% и в шоколадном от 52 до 54%; остальное представляет пепел (от 1,0 до 0,1%) и кислород с водородом; 2) гигроскопичность бурого угля (около 7%) меньше шоколадного (около 15%) и больше черного (ок. 4,5%); 3) бурые угли воспламеняются легче и сгорают быстрее, чем черный. Пропорции, в которых смешиваются составные части при фабрикации П., не вполне одинаковы в различных государствах, а также смотря по назначению П Для военных сортов принять состав:
| Россия. | Франция. | Германия. | Англия. | |
| Селитры | 75% | 74% | 74% | 75% |
| Серы | 10% | 10,5% | 10% | 10% |
| Угля (черн.) | 15% | 15,5% | 16% | 15% |
В охотничьих сортах пропорция селитры иногда немного увеличивается, напр., французский и немецкий охотничие П. содержат 78% селитры, 10% серы и 12% угля. В минных сортах (для производства взрывных работ), наоборот, содержится большая пропорция серы и угля; напр., в России применяется смесь: 66,6% селитры, 16,7% серы и 16,7% угля. Шоколадный П. (призматический) имеет состав: 78 частей селитры, 20 частей угля, 3 части серы. Существуют сорта и совсем почти бессерные.
2) Производство. Процесс приготовления П. состоит главным образом в том, что составные части возможно тоньше измельчаются и теснейшим образом смешиваются между собой; полученная смесь уплотняется до такой степени, чтобы отдельные частички селитры, серы и угля повсюду прочно и близко держались друг около друга. Начинают с измельченгя составных частей. Обыкновенно измельчаются только сера и уголь, так как селитра получается на пороховых заводах большей частью уже в молотом виде. Более распространенный способ измельчения — с помощью вращающихся бочонков, введенный впервые во Франции в конце прошлого века. Для измельчения собственно служат бочки, склепанные из листового железа (фиг. 2). Продольные закругленные выступы на внутренней поверхности задерживают обрабатываемую массу во время вращения прибора на оси. В наружном кожухе и в бочке имеются дверцы, плотно запираемые. Вместе с измельчаемым материалом помещают двойное (по весу) количество бронзовых шариков (диам. от 8 до 12 мм), которые, скатываясь при вращении, и перетирают массу. За раз закладывается до 60 кг материала. При скорости вращения около 20 оборотов в минуту, операция продолжается 2 — 3 часа. По окончании измельчения, дверца в бочонке заменяется проволочным ситом, и порошок, отсеивающийся при новом вращении, через кожух и полотняный рукав, собирается в подставленном сосуде. Довольно часто измельчение, напр., шоколадного угля производится также под бегунами (см. ниже) или в мельницах, похожих по своему устройству на кофейные. При измельчении серы, для устранения возгораний вследствие электризации, бочки полезно соединять проводниками с землей. После измельчения материалов или сразу смешивают в надлежащей пропорции все три составные части, или получают сначала двойные смеси и затем из них составляют тройную смесь. Смешение производится или в бочонках, или под бегунами, или, наконец, с помощью обоих этих способов. Бочонки в этом случае употребляются кожаные, т. е. такие, стенки которых на деревянном прочном каркасе образованы из подошвенной кожи, а шарики для перетирания смеси делаются из пальмы, бука, баксута (диам. около 25 мм). В один раз на 100 кг смеси прибавляется 150 кг шариков; и операция продолжается, при 10 оборотах в минуту, около 3 часов. Бегунный аппарат (фиг. 3) состоит из двух тяжелых катков MМ, сделанных из чугуна или бронзы весом около 5000 кг, которые, вращаясь на горизонтальной оси СС, соединенной помощью муфты D и рамы GHG1H1 с вертикальной осью EF, катаются по прочному чугунному (иногда бронзовому или дубовому) лежню AB, утвержденному на каменной кладке. Муфты и рама подвижны по вертикальной оси, вследствие чего допускается свободное поднятие или опускание бегунов, когда они на своем пути встречают твердые комочки. Движение сообщается снизу посредством зубчатой передачи KL. Бегунный аппарат не только раздавливает массу, но и перетирает ее, что особенно должно быть благоприятно внедрению одних частиц ее между другими. Чтобы избежать обнажения металлической поверхности лежня (при чем могли бы получаться искры), к муфте D приспособляются отшибы r и скребки s (или щетки) на ручках g и g1, t и t1 для сгребания массы, пристающей к бегунам, или вытесняемой ими в стороны, так, чтобы состав опять попал на свое прежнее место на лежне. Смесь, предназначаемая для обработки под бегунами, в количестве около 30 — 40 кг, предварительно увлажняется до 5% дистиллированной водой в медной чашке, перемешивается руками и затем протирается через проволочное сито. Обработка продолжается 1 — 1,5 часа, время от времени повторяя увлажнение. При работе случаются нередко взрывы массы вследствие местных ударов или получения электрических искр. Поэтому бегунные мастерские надо делать небольшие и удалять друг от друга на значительное расстояние. Бегунным способом достигается наиболее тесное смешение и сближение частиц порохового состава, но он, кроме большей опасности, обходится дороже боченочного. В настоящее время при фабрикации лучших сортов П. обыкновенно применяется комбинация обоих этих способов (сначала в бочонках, окончательно под бегунами). После смешения следует прессование полученного состава. Если масса обрабатывалась под бегунами, то она получается в виде лепешек неравномерной плотности. Эти лепешки предварительно раздробляются на мелкие зерна с помощью различных приборов, из которых простейший — так назыв. крупильня. На качающихся (до 60 раз в минуту) взад и вперед деревянных рамах укрепляются деревянные ящики (грохота) с кожанным дном, снабженным маленькими (около 0,25 мм) отверстиями; в них помещают куски лепешек и несколько (3 — 4) свинцовых шаров весом около 0,1 кг каждый; при качаниях получающиеся мелкие зерна отсеиваются в подставленный ящик. Само прессование производится с помощью гидравлического пресса или плющильных вальков. Прессуемый порошок должен содержать в себе 5 — 8% влажности. При употреблении гидравлич. пресса, массу раскладывают ровным слоем на цинковые или эбонитовые (что лучше) листы, помещая для этого на последние деревянные рамы соответствующей величины, толщиной ок. 12 мм, и сгребая излишек насыпанного внутрь них порошка линейкой; получив первый слой и сняв раму, накладывают на него второй лист и получают таким же образом второй слой и т. д. Вдвинув образовавшийся столб слоев (около 20) в пресс (фиг. 4), начинают прессование, производя его постепенно (в течение 30 — 40 мин.) с перерывами и тем самым давая время распредедиться давлению равномерно по всей массе. Давление на 1 кв. см поверхности, обыкновенно. бывает 25 — 30 кг. Толщина слоев при этом уменьшается почти в 2 раза, и если масса была приготовлена бегунным способом, то плотность получаемых прессованных пластин достигает 1,7 — 1,8. Во время операции могут случаться взрывы, причиной которых считают электричество. Поэтому при прессах обыкновенно устраивают приспособления для отвода электричества в землю, а во время гроз — совсем прекращают работу. Плющильные вальки применяются реже. В массивном железном станке (фиг. 5) приводится в медленное вращательное движение (около 1/2 оборота в минуту) чугунный прочно установленный валек С. От него через трение вращается второй больших размеров валек В, покрытый папкой, а от этого последнего — еще третий А, покрытый бронзой, вес которого может быть увеличиваем до 5000 кг через посредство рычага, давящего на ось, подвешиванием дополнительного груза; оси обоих верхних вальков могут немного передвигаться по вертикальному прорезу станка. Безконечное полотно D с помощью соответственно расположенных шкивов проходит под бездонной воронкой Е, в которую насыпается прессуемый состав, и, унеся отсюда определенный по толщине (регулируемой шириной щели) слой последнего, проводит его между вальками А и В, и затем проталкивает получившияся спрессованные пластинки к наклонной плоскости с боковыми ножами F, для обрезания рыхлых краев. Более рыхлые части с краев получаются в пластинках, выходящих и из гидравлического пресса; они также должны быть обрезаемы. Собирая эти части отдельно, их подвергают вторичной обработке под бегунами, вместе с так назыв. пылями П., получающимися при дальнейших операциях. Вместо прессования состава во влажном состоянии, требующего потом специальной сушки пороха, Винер (полковник русской артиллерии) предложил применять теплое прессование, состоящее в том, что тройная смесь из кожаных бочек прямо прессуется между стальными плитами, через которые по соответственно устроенным каналам пропускается водяной пар, нагретый до температуры плавления серы. Чем сильнее масса уплотняется при прессовании, тем в большей мере она получает способность сгорать постепенно параллельными концентрическими слоями, не пропуская пламени внутрь зерен даже при больших давлениях и не разбиваясь на более мелкие части. Прежде прессование доводилось только до удельного веса 1,60, позднее до 1,75, а в шоколадном П. даже до 1,88. Получив прессованные лепешки, переходят к превращению их в надлежащие окончательные формы П., приспособленные к орудиям различной величины, согласно требованиям баллистики. Заметим предварительно, что размеры этих форм в виде зерен могут изменяться в пределах от 0,25 мм (для ружья) до 50 мм (для 12" пушки) и что хорошие баллистические свойства (большое полезное действие, т. е. живая сила снаряда, при малом разрушительном действии, т. е. наибольшем давлении на стенки канала, и однообразие действия при повторной стрельбе) требуют тем большей правильности зерен, чем последние крупнее. Более мелкие зерна могут быть неправильной и угловатой формы, что значительно облегчает их фабрикацию. Крупные, правильно образованные формы, представляющие 6-гранные призмы, снабжаются (по предложению Родмана) продольными 7 каналами, с целью увеличения так называемой прогрессивности П., так как диаметры этих каналов и цилиндра, вписанного в призму, могут быть выбраны так, чтобы величина горящей поверхности оставалась почти постоянной и через то количество газов, образующихся в единицу времени, увеличивалось по мере возрастания давлений (см. Взрывчатые вещества) без ослабления, производимого уменьшением поверхности при сгорании сплошных форм. Ввиду сравнительно небольшого влияния каналов на улучшение баллистических свойств впоследствии стали приготовлять преимущественно призмы с одним более широким каналом по оси (шоколадный П.) и даже сплошные формы с неправильными ребрами без каналов (кубический П., различные французские сорта в виде сплюснутых квадратных зерен и т. п.), тем более, что фабрикация этих последних приводилась к приемам приготовления обыкновенных мелких сортов с неправильными зернами. В наибольшей мере баллистические требования для крупных сортов оказались осуществленными в шоколадном призматическом П. с одним каналом, что обусловливается не только формой, но также большей плотностью его и составом. В России приготовляются следующие сорта П.: а) ружейный черный с плотностью 1,60 и размерами зерен 0,75 — 1,25 мм; б) ружейный бурый с плотностью 1,75 и размерами зерен 0,40 — 0,75 мм; в) охотничий черный с плотностью 1,60 и зернами 0,4 — 0,75 мм (крупный) и 0,15 — 0,40 мм (мелкий); г) артиллерийский (черный), с плотностью 1,60 и зернами 1,25 — 2,00 мм (для холостой стрельбы и разрывных снарядов); д) крупнозернистый (черный), плотность 1,70 и зерна 5 — 10 мм (для стрельбы из горных и полевых орудий); е) бурый кубический, плотность 1,80, размеры ок. 12 × 12 × 12 мм (для стрельбы из 47 мм длинной одноствольной пушки); ж) черный призматический с 7 каналами — плотность 1,75, высота 25 мм., диаметр вписаннного в основание круга 37,5 мм, диаметрканалов 5 мм (для стрельбы из более коротких пушек калибром 6' и выше); з) бурый призматический (шоколадный) с одним каналом — плотность 1,88, размеры внешние как предыдущего, диаметр канала 10 мм (для стрельбы из длинных пушек калибром 6" и выше). Для превращения прессованных лепешек в зерна неправильной угловатой формы в настоящее время применяются почти исключительно специальные дробильные машины. Для более мелких сортов употребляется машина, подобная изображенной на табл. фиг. 6. В прочном чугунном станке по наклонной плоскости расположены 2 или 3 пары вальков с зубчатой поверхностью. Зубья в виде четырехгранных пирамид образованы проструганными на цилиндрах продольными и поперечными треугольными желобками; в каждой паре вальков они расположены таким образом, что зубьям в одном соответствуют желобки в другом. Расстояние между зубьями в самой верхней паре устанавливается в 2 раза больше, чем в следующей нижележащей (например, 12 мм и 6 мм). Прессованные лепешки (предварительно разбитые грубо деревянными молотками) с помощью бесконечного полотна постоянно подаются к верхней паре вальков. Под каждой парой (за исключением самой нижней) находится короткое проволочное сито, состоящее в непосредственном сообщении со следующей ниже стоящей парой. Сверх того под всеми парами помещаются два общих проволочных сита, отличающихся по размерам отверстий. Все сита приводятся в колебательное движение со скоростью 130 — 140 раз в минуту. Зерна, получающиеся в машине, собираются в трех отдельных ящиках; не прошедшие через верхнее крупное сито поступают снова в машину; прошедшие через это сито, но не прошедшие через нижнее, составляют пригодное зерно (около 60% для артиллерийского пороха); части, прошедшие через нижнее сито, образуют так назыв. пыли. Для превращения лепешек в более крупные кубические (или сплюснутые квадратные) формы применяется станок другого устройства. На фиг. 7 изображены существенные его части. Две пары цилиндров, помещенные на различной высоте и перпендикулярно друг другу, снабжены ножами из фосфористой бронзы; под верхней парой цилиндров крестообразно двигаются бесконечные полотна, из которых одно образовано из двух лент, соединенных поперечными деревянными пластинками, а другое, ведущее ко второй паре цилиндров, сплошное; под первым полотном помещается правильно качающийся взад и вперед столик. Лепешки, закладываемые между верхними вальками, разрезаются на бруски, падающие на столик между поперечными пластинками верхнего полотна; бруски эти пластинками сдвигаются на нижнее полотно, где и укладываются на равных расстояниях друг от друга благодаря качаниям столика; нижнее полотно приводит их ко второй паре вальков, которые производят поперечное разрезание. Дальнейшая обработка зерен состоит в полировке их, сортировке и чистке. Перед полировкой обыкновенно производятся еще подсушка (до выхода из дробильной машины зерна содержат в себе около 5% влажности): в теплых странах солнечной теплотой на вольном воздухе, в нашем климате — в сушильных зданиях, в которых через отверстия близ потолка с помощью вентилятора нагнетается нагретый воздух, в то время, как более холодный влажный воздух выходит наружу через отверстия близ пола. Внутри таких зданий, снабженных многочисленными полками на стеллажах, устанавливается равномерная температура, постепенно падающая от 30° в верхних слоях до 20° в нижних. Зерна П. на полотняных лотках первоначально устанавливаются на нижних полках, а затем перемещаются все выше и выше. Подсушка доводится до 1—2% влажности (около 2 суток). Окончательная сушка следует за полировкой и производится большей частью на сушильных столах. Это — деревянные ящики, выложенные внутри свинцом и снабженные дырчатым трубопроводом, приводящим нагретый до 50° воздух; зерна помещаются ровным слоем на покатую верхнюю их стенку, образованную из сетки, покрытой полотном. Количество влажности, остающейся в зернах по окончании сушки, около 0,5—1%. Нагревание воздуха, вгоняемого в сушильни, производится с помощью различных аппаратов, устанавливаемых в отдельном помещении (см. Отопление); чаще всего пользуются паровым способом. Для полировки более мелких зерен применяются вращающиеся дубовые барабаны, похожие на бочонки для измельчения и смешения составных частей, но более удлиненные (на 200 кг зерна); промежуточными доньями они разделяются на 5 отделений, с отверстиями в каждом, закрываемыми медными задвижками для нагрузки и разгрузки. Полировка кубических крупных зерен производится в барабанах с дырчатыми стенками. Скорость вращения около 20 оборотов в минуту. Продолжительность — от 5 до 24 часов. При этом острые ребра зерен, вследствие трения, приобретают закругленную форму, менее плотные части стираются, и вся масса получает оттого большую среднюю плотность. Иногда полировка производится с прибавлением небольшого количества графита. Во время операции размеры зерен изменяются и часть их превращается в пыль. Поэтому, по окончании полировки, они сначала пропускаются через так назыв. разымочные гнезда сит, которые ставятся на горизонтальную деревянную раму, подвешенную к потолку и приводимую в колебательное движение ударами при качании в туго натянутый (между потолком и полом) канат, проходящий через овальное отверстие в середине. Сита выбираются по сортам приготовляемого П. так, чтобы верхнее пропускало по возможности всякие зерна, второе задерживало массу господствующего сорта, третье более мелкий сорт и т. д., а через последнее, самое нижнее, проходили только пыли. Затем отсортированные зерна должны быть очищены от приставшей к ним мякоти. Это осуществляется встряхиванием и пересыпанием их в полотняных мешках (в каждом около 1 кг), причем мякоть частью проходит через стенки мешка, частью заседает в самой ткани. Призматические правильные формы приготовляют прессованием обыкновенных несушеных (с 5% влажности) мелких зерен, для чего последние в отмеренном количестве насыпаются в соответственные матрицы и подвергаются одновременно сверху и снизу сжиманию с помощью механического или гидравлического пресса. Существенные части устройства подобных прессов (фиг. 8): в массивной бронзовой доске АВ, прочно укрепленной на стальных стойках (не показанных на чертеже), имеется ряд 6-гранных сквозных матриц, в них входят сверху и снизу бронзовые поршни а и b с продольными каналами, приделанные к траверсам C и D, которые по вертикальным направляющим могут передвигаться навстречу друг другу или обратно; под нижним траверсом прикреплен к стойкам неподвижно брус EF с прочно вставленными длинными стальными стержнями, немного суживающимися кверху, которые приходятся как раз против каналов поршней, так что при сближении последних эти стержни проходят насквозь также и через матрицы; на доске AB передвигается взад и вперед бездонная коробка L для отмеривания прессуемых зерен. Пусть траверсы С и D находятся в наиболее удаленном расстоянии друг от друга. Тогда головки поршней b образуют дно в матрицах; придвигая коробку L и отодвигая ее назад, получим определенные количества зерен в каждой матрице. Если теперь поршни будут двигаться навстречу друг к другу, и по достижении наименьшего расстояния верхний получит обратный ход, нижний же сохранит свое прежнее движение, то, очевидно, сначала зерна спрессуются в призмы с каналами, число которых будет равно числу стержней, а затем спрессованные призмы вытолкнутся из матриц на поверхность доски AB. Если же как раз в этот момент будет придвинута коробка L, то последняя столкнет готовые призмы в сторону и т. д. В механических прессах [Первый такой пресс с описанным устройством существенных частей был изобртен в Poccии проф. Вышнеградским, отчего и приготовление призматического П. (после введения его Cев. Америке) у вас началось раньше, чем в других государствах Европы.] все движения частей С, D и L производятся с помощью трансмиссии чрез шкивы, эксцентрики и шатуны от паровой машины, в гидравлических же части D и С передвигаются давлением воды, а отмериватель зерен — вручную. Призмы, получаемые гидравлическим прессованием, обладают большой однородностью и плотностью. При сушке свежеотпрессованных призм нужно в особенности соблюдать постепенность поднятия температуры, иначе они дают трещины. Как бы ни велась тщательно фабрикация П., никогда нельзя ручаться, что отдельные партии каждого сорта будут одинаковы между собой по составу входящего угля, величине и плотности зерен, влажности и т. п. Поэтому готовые партии подвергаются систематическому перемешиванию между собой; сначала отдельные выделки, затем полученные из них партии так наз. специального смешения, потом партии общего смешения и т. д. Готовые партии военного П. закупориваются в деревянные бочонки или ящики по 50 кг (около) в каждом, или в медные (для флота). Охотничьи сорта помещаются в жестяные коробки по 100—200 г.
3) Свойства обыкновенного П. При наружном осмотре сорта П. хорошей фабрикации представляют следуюшие свойства: зерна нисколько не покрыты мякотью и имеют умеренную блестящую поверхность черного цвета, с сероватым, голубоватым или буроватым оттенком, в зависимости от степени выжигания употребленного угля, представляют равномерную (приблизительно) величину, не раздавливаются пальцами на ладони, не пачкают бумагу при пересыпании, а будучи воспламенены на ней в виде маленькой кучки сгорают быстро, не оставляя ни черных, ни желтых пятен; правильно образованные крупные зерна (кубы и призмы) должны быть без всяких трещин и представлять, как с поверхности, так и в изломе, такую однородность, чтобы элементарные зерна, служившие для их приготовления, являлись совершенно слившимися и незаметными. Для сортов П. кроме обыкновенной плотности, отличают еще так наз. гравиметрическую плотность (см.). Обыкновенную плотность определяют, находя вес ртути, вытесняемой данным весом П. в пустоте, для чего применяют обыкновенно ртутный денсиметр Бианки (фиг. 9). Грушевидный стеклянный сосуд А, служащий для помещения П., с помощью чугунных винтовых оправ В и С с диафрагмами, внутри и кранами D, F и r соединяется с одной стороны через барометрическую стеклянную трубку t и каучуковую b с выкачивающим насосом, с другой — через трубку а с чашкой E, наполненной ртутью. Производство определений состоит в том, что сосуд А вместе с оправами В и С и соответствующими кранами, по отделении от прочих частей прибора, взвешивается сначала наполненным одной ртутью, затем — ртутью и взятым количеством П. При этом наблюдают, чтобы наполнение всегда производилось под давлением почти 2 атмосфер (воздуха + столба ртути в трубке b), чтобы заставить ртуть проникать в поры зерен; кроме того с той же целью, производя наполнение снизу, повторяют выкачивание воздуха из прибора два раза, т. е., подняв ртуть в трубке t до неизменяющегося уровня (отвечаюшего барометрическому давлению) и закрыв кран r, впускают над ртутью воздух и снова его выкачивают при открытом нижнем кране. Плотность ртути при температуре опытов определяется предварительно c помощью пикнометра. Если вес сосуда А с одной ртутью есть Т, вес его с ртутью и П. — T1, вес П. — Р, плотность ртути — d, то плотность П. (S) выразится через
S = (Pd)/(T — T1 + P).
Гравиметрическая плотность зернистых сортов изменяется от 0,91 до 0,98, а абсолютная — от 1,6 до 1,88. Всякие сорта П. в большей или меньшей мере поглощают влажность на открытом воздухе. Гигроскопичность увеличивается с пропорцией угля в составе, понижением температуры его выжигания, степенью нечистоты селитры, понижением плотности зерен. Количество поглощаемой влаги может достигать 15%. Пока это количество не более 5%, зерна отсыревшего П. новым высушиванием могут быть возвращены к первоначальным своим свойствам (ближе — для сортов мелких и менее плотных, отдаленне — для более крупных и плотных). При большем отсырении новое высушивание ведет к покрытию поверхности зерен слоем селитры, т. е. происходит нарушение однородности смешения. Если пропорция поглощенной воды еще более возрастает, зерна раздуваются, делаясь менее плотными, и, наконец, совсем расстраиваются. Образчики, кажущиеся по виду очень сухими, могут содержать в себе еще 2% влажности. Определения влажности производятся высушиванием до постоянного веса при 60°. Относительно действий удара замечено, что воспламенение всего легче получается при ударе желеом по железу, железом по латуни, латунью по латуни, менее легко — свинцом по свинцу, свинцом по дереву, более трудно — медью по меди или медью по дереву, никогда не получается при ударе деревом по дереву. Темп. воспламенения при быстром нагревании (напр., если бросать зерна на поверхность расплавленного олова) лежит ок. 300° (270 — 320°, по Виолетту). Прикосновение с пламенем (напр., горящего спирта, светильного газа и т. п.), слишком кратковременное, не воспламеняет П. Рыхлый пироксилин (см. Нитроклетчатка), воспламененный над кучкой хорошо полированных зерен, оставляет последние нетронутыми. Наиболее верный способ воспламенения пороховых зарядов — прикосновение накаленными до высокой температуры твердыми телами или действие такими же продуктами взрыва так наз. запалов (см.). При горении П. образуется столь сложная смесь газообразных и твердых (по охлаждении) продуктов, что она почти не может быть выражена каким-либо простым химическим уравнением разложения даже при определенных условиях воспламенения, так как случайные местные вариации в составе и свойствах зерен определяют разложение, в сущности, по нескольким различным уравнениям (см. Взрывчатые вещества). Прототипом относящихся сюда изысканий послужило исследование Бунзена и Шишкова (1857) над горением охотничьего П., под обыкновенным атмосферным давлением. Полученные ими результаты могут быть выражены в следующей схеме: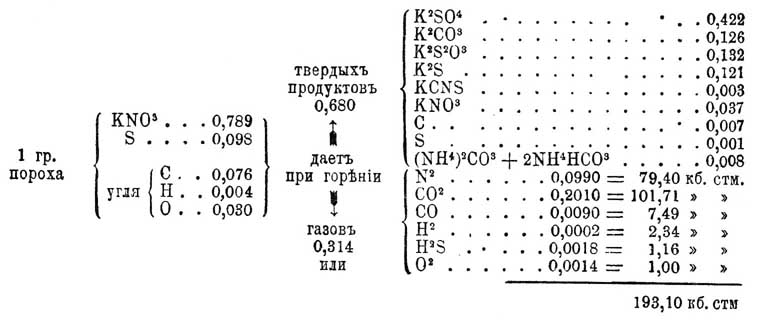
Последующие многочисленные исследования (Craig, Linck, Karolyi, Федоров, Betrthelot, Noble и Abel, Debus) показали, что состав продуктов изменяется в зависимости от давления, под которыми горение П. происходит, а также, — что K 2S2O3 образуется главным образом вследствие окисления K 2S2 при соприкосновении с кислородом воздуха. Главные продукты суть: K 2 СO 3, K2 SО 4, K2S2 (или K 2 S) в твердом остатке и СО 2, СО, N 2 — в газах. С возрастанием давлений пропорция K 2 СО 3, K2S2 и СО 2 увеличивается за счет К 2 SО 4 и СО; кроме того, горение составных частей П. делается более полным. По Дебусу (1882), процесс совершается в две фазы: сначала происходит собственно горение (взрыв), при чем образуются только K 2 SО 4, K2 СО 3, СО 2, N2 и, может быть, СО; во вторую фазу образовавшиеся при горении твердые продукты более или менее восстановляются оставшимися в свободном состоянии частями угля и серы, а именно K 2SO4 углем, K 2CO2 серой, причем получается K 2S2, тем в большей мере, чем медл
| "БРОКГАУЗ И ЕФРОН" >> "П" >> "ПО" >> "ПОР" >> "ПОРО" |
Статья про "Порох" в словаре Брокгауза и Ефрона была прочитана 1414 раз
| Коптим скумбрию в коробке |
| Луковый соус |
TOP 15
- Волос
- Проно
- Степные животные
- Гимнастика
- Индийский океан
- Архитектура
- Сравнение, в литературе
- Манда
- Клитры
- Колесование
- Испарение
- Травоядные животные
- Оплодотворение у pacтений
- Вредные насекомые
- Электризация тел