
БНБ
"БРОКГАУЗ И ЕФРОН" (121188)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Печатание тканей
Определение "Печатание тканей" в словаре Брокгауза и Ефрона
Печатание тканей
Печатание тканей*
(impression, Druckerei, printing) — представляет одну из очень крупных отраслей химической промышленности, в особенности П. хлопчатобумажных тканей, или так наз. "ситцепечатание". Химическая сторона этого дела имеет много общего с крашением тканей в гладкие цвета; и в том и в другом случае закрепление красок в порах волокна обусловливается одними и теми же физическими и химическими процессами. Однако П. более сложно, так как в этом случае дело идет о нанесении на ткань цветного узора с строго определенными контурами, большей частью в несколько красок. В примитивной форме П. практиковалось в течение почти 30 0 0 лет, но первые попытки замены ручной работы механической относятся только к концу прошлого столетия. Об узорчатой расцветке тканей, практиковавшейся, согласно указаниям Геродота, Плиния и Страбона, с большим успехом за несколько столетий до Р. Хр. по вост. побережью Каспийского моря, можно до некоторой степени судить по тем образцам тканей и рисунков тканей, которые сохранились в гробницах фараонов и других исторических памятниках. Оказывается, что за 3000 лет в этой области техники сделано было значительно меньше, чем в течение одного только последнего столетия. П. хлопчатобумажных тканей, или ситцепечатное дело, даже в середине прошлого столетия было совершенно ничтожной отраслью красильного дела и имело в виду главным образом подражание тем индийским хлопчатобумажным тканям, которые ввозились Ост-Индскою компанией в Англию и на континент. Первая специально ситцевая фабрика была основана в 1746 г. в Мюльгаузене бр. Кехлин (сущ. до сих пор); первая в Англии, в Манчестере, в 1763 г. П. по льняным и шелковым тканям производилось, несомненно, и раньше, как на это указывают образцы тканей, хранящиеся в Кенсингтонском музее. Среди них есть один образец, относящийся к XIII ст. В России ситцепечатное дело начало развиваться почти в то же самое время, только первоначально имело в виду не индийские, а бухарские образцы, и набивка практиковалась по холсту. В середине ХVIII столетия были уже набивные фабрики около Петербурга, именно в Шлиссельбурге; из них наибольшей известностью пользовались фабрики Чамберлина и Козенса, а также Леймана. В 1751 г. существовали уже и в Иванове три специально набивных фабрики: Ямановского, Гарелина и Грачева. Ход тогдашнего производства по холсту был очень несложный; самостоятельных рисовальщиков в этот холщовый период ивановской фабрикации не существовало, и рисунки заимствовались с готовых тканей иностранной фабрикации; эти рисунки существовали по нескольку лет и носили различные названия: тупица, гребенка, коса, листочек, дунька и т. п. Первый выбоечный рисунок снят был с бухарской бумажной бахты, которую и доныне можно встретить в продаже. Следов., в Бухаре существовало одно из древнейших производств набойки, но оно осталось и доныне в том же грубом виде. Г. Н. Полушин в своем "Очерке начала и развития ситцевой промышленности в селе Иванове" говорит, что с 1795 по 1810 г. ивановские фабриканты работали, кроме набойки, и так наз. выбойку, которая была в большом ходу и по замысловатости своей работы заслуживает полного внимания. Набитый одним рисунком холст закрашивался другой краской, что и составляло выбойку; белые же места рисунка предназначались для различных других красок. Пестрота рисунка составляла первое достоинство товара. Были и такие сорта товара, которые требовали необходимой, по понятиям того времени, отделки от руки; эта отделка слыла под именем расцветки и состояла в том, чтобы мелкие места рисунка, для которых ручной манер был неприменим, раскрашивать кисточкой. Этой работой занимались преимущественно женщины. Их было до 20 на каждой фабрике с. Иванова, и они успевали изготовить по 1 шт. ситца в день. Для набойки употребляли первоначально кинешемские, костромские и ярославские холсты, а впоследствии и привозные из Астрахани бухарские и индийские бумажные ткани. В начале XIX ст. холст и полотно окончательно уступают место бумажным тканям. Для ситцевого дела ввозились также английские и немецкие миткали, называемые Саянами, гарусами, бахтусами и каленкорами. Употреблялась также и бязь, широкая и узкая. Стоимость бумажных тканей в то время была очень велика. Кусок миткаля мерой 48 арш. продавался за 25 р. 50 к.; второй сорт его — по 22 р. 40 к. за кусок. Сообразно с этим и цены готовых изделий были очень велики. Ситцы в то время разделялись на 3 сорта: 1) мебельные, 2) белоземельные, черногрунтовые мелкие и крупные и 3) травчатые. Английский миткаль покупался преимущественно беленый, так как ивановская отбелка не давала достаточной белизны. Беление производилось луговое, и только в 1793 г. стали впервые употреблять для отбелки купоросное масло, стоимость которого доходила тогда в Москве до 19 р. за пуд. Несмотря, однако, на то, что ситцевое дело уже в то время достигло значительного развития (одна фабрика Ямановского выработала в 1815 г. 45 тыс. кусков на 1805600 р.), ручная набивка впервые заменена машинной только в 1829 г. на фабрике Спиридонова. Первоначально ситцепечатные машины приводились в движение лошадьми. В настоящее время Иваново-Вознесенск представляет крупный центр как мануфактурной промышленности вообще, так и ситцепечатного производства в частности. В Лодзи мануфактурное дело возникло значительно позднее. С целью удовлетворить потребностям казны по обмундированию войск в 20-х годах текущего столетия были вызваны из-за границы суконщики и мастера, которым были даны значительные льготы и которым было назначено для поселения небольшое мст. Лодзь (см.) при р. Лодке, пригодной для устройства сукновален и окруженной лесами, обеспечивавшими потребность в строительных материалах и топливе. Фабричный поселок при Лодзи превратился ныне в огромный город, по производительности занимающий одно из первых мест в империи. Машинное П. тканей, возникшее с изобретением в 1785 году ситцепечатной машины, начинает развиваться значительно быстрее за границей, чем в России, и уже в самом начале текущего столетия там существовало много фабрик, работавших ситцы исключительно или главным образом машинные. По количеству вырабатываемых ситцев в настоящее время первое место занимает Великобритания, где ситцепечатание концентрируется главным образом в Манчестере и Глазго, за ней следуют Соединенные Штаты, где центрами этого дела являются Бостон, Филадельфия и Нью-Йорк, затем в последовательном порядке Германия с центрами в Эльберфельде и Мюльгаузене, Россия с Лодзью и Иваново-Вознесенском, Франция с Руаном и Лионом и, наконец, Австрия с Веною и Прагою. В последнее время много значительных мануфактур устроено также в Испании и Италии. В качественном отношении до сих пор бесспорно первое место удерживают мюльгаузенские фабрики, изделия которых часто по красоте и изяществу рисунка могут быть поставлены почти наряду с художественными произведениями. П. по шерстяным и шелковым тканям далеко не достигло того значения и размеров, как П. по хлопчатобумажным тканям; в последнее время, впрочем, и шелкопечатание делает быстрые успехи. Ввиду, однако, высокой стоимости шелковых тканей оно едва ли имеет шансы к такому же развитию, как П. по хлопчатобумажным тканям.
Ситцы бывают или одноколерные, когда узор на них нанесен одной краской, или многоколерные, когда он воспроизводится в несколько красок. Кроме того, различаются ситцы белоземельные и ситцы с цветным грунтом. Для приготовления первых краски наносятся на белую незакрашенную ткань (печатаются по так наз. белому полю), для приготовления вторых употребляют ткани уже предварительно окрашенные в красный, синий, черный и другие цвета.
В первоначальной стадии развития производства П. тканей, длившейся, однако, как уже было указано выше, почти три тысячелетия, работа производилась исключительно вручную, и для набивки употребляли ручные набивные формы, так называемые "манеры". Манеры первоначально делались из какого-нибудь твердого дерева, например, ореха, пальмы, груши, предварительно тщательно высушенных. На выструганной поверхности куска такого дерева вырезывался узор резцом. Если узор печатается в несколько красок, то для каждой краски требуются отдельные манеры, которые при набивке последовательно накладываются на одно и то же место ткани; при недостаточно тщательной работе резчика контуры узора выходят не вполне правильными и рисунок — неотчетливым. Так как одна краска налегает на другую, то и оттенки их значительно теряют в яркости. Деревянные формы сравнительно быстро изнашивались, ибо при набивке только одного куска каждую набивную форму приходилось ударять о ткань несколько сот раз. Сверху и с боков набивной формы всегда делаются выемки, чтобы ее удобно было держать в руке, а в той плоскости, в которой вырезан узор, укрепляются по бокам шпильки, уколами которых и руководствуется набойщик при набивке для правильного наложения узора на ткань. Обыкновенно величина манеры не превышает 25 стм в длину и 18 в ширину. Более прочные металлические набивные формы делались первоначально из кусочков медных проволок и тонких пластинок с заостренными концами, которыми и вбивались в дерево. С 1837 г. употребляются отливные металлические формы из сплава олова, свинца и висмута. Иногда в состав этого сплава входит также и сурьма. Чем больше висмута входит в состав сплава, тем он более пригоден для дела. Для отливки заготовляются матрица, или изложница, для чего на деревянной пластинке вырезывается узор углубленно. Для получения хорошей отливки помимо состава сплава и тщательности резьбы матрицы имеет также очень большое значение и температура сплава, которая должна меняться лишь в пределах 150—200° С. Приготовленное таким образом металлическое клише, на котором конечно узор уже сделан рельефно, отшлифовывается и по отделке прикрепляется к деревянной пластинке. Ввиду трудности точно регулировать температуру сплава иногда на деревянной пластинке вырезывается узор выпукло, и с нее получается гипсовая форма с углубленным узором, которая дает гораздо более правильный металлический оттиск по сравнению с тем, который получается при отливке непосредственно по дереву. Набивка таким образом приготовленными ручными "манерами" производится на набивных столах (фиг 1, табл.). Столешница их делается из твердого дерева или мрамора. Обыкновенно стол имеет до 2 м в длину и 0,6 в ширину. Чтобы сделать верхнюю поверхность стола мягкой, на нее помещается в несколько слоев войлок или резиновая ткань. Набиваемая ткань при печати равномерно сматывается с ролика А с одной стороны стола и проходит по поверхности Т последнего. Набитая ткань проходит для высушивания нанесенной краски ряд зигзагообразно расположенных за набивным столом роликов H и уже высушенная располагается складками на приемном столике. Приспособление для равномерного покрывания манеры красками называется "шасси". Оно представляет четырехугольный ящик S, на половину своей высоты наполняемый какой-нибудь густой массой, напр., студнем из столярного клея, к которому, чтобы он не загнивал, прибавляется небольшое количество карболовой кислоты. На поверхность этого студня помещается четырехугольная деревянная рама, плотно входящая в ящик и обтянутая вощеным полотном или прорезиненной тканью, так называемый "тампон". На этот тампон, в свою очередь, кладется кусок гладко остриженного толстого сукна, на котором и размазывается щеткой, по возможности равномерно, набиваемая краска. Перед печатью набойщик каждый раз опускает манеру на сукно, причем к ней, конечно, пристает некоторое количество краски. Есть краски, которые легко изменяются на воздухе, напр., краска с восстановленным "белым" индиго, и для которых обыкновенное шасси употреблять нельзя. В этом случае краска помещается в закрытом сосуде и по свинцовой трубке непрерывно притекает к шасси; тампон лежит непосредственно на краске, и вместо непроницаемой для краски ткани на него натягивается сукно. В том случае, если краска в дело должна употребляться в нагретом состоянии, сосуд с краской и самое шасси помещаются в водяную баню, нагреваемую паром. Обыкновенно у набойщика есть помощник, на обязанности которого лежит равномерно размазывать краску по шасси; таким образом, все внимание набойщика сосредоточивается уже исключительно на правильности набивки. Как бы, однако, ни были велики искусство и ловкость набойщика, ручная набивка никогда не дает вполне правильных контуров, а так как при этом и самая работа идет медленно и потому обходится дорого, то ныне этот прием работы, с введением машинных способов П., применяется все реже и реже. Попытки заменить ручную работу машинной делались давно. Был предложен целый ряд ныне уже не употребляемых механизмов, более или менее удачно разрешавших этот вопрос. Таковы, напр., "набивной планшетный стол", так назыв. "Реньеровская ведьма", "пломбина", изобретенная Эбингером. Все эти машины печатали рельефными набивными формами, т. е. обыкновенными манерами, и зараз могли печатать только одну краску, так что если и представляли преимущество по сравнению с работой набойщика, то только в смысле большей скорости, а иногда и большей тщательности работы. Дальнейшим и весьма крупным усовершенствованием в этом направлении является "перротина" (1834 г.) — машина, называемая так по имени ее изобретателя Перро из Руана, представляющая весьма остроумно скомбинированный и довольно сложный механизм, в некоторых случаях даже и теперь не потерявший своего значения. Она также работает выпуклыми набивными формами, но позволяет печатать уже не одну, а несколько красок зараз. В настоящее время перротина употребляется главным образом для расцветки ватных кубовых, так называемых немецких, ситцев. Фиг. 2 представляет вертикальный разрез перротины. А — массивный чугунный постамент, на котором укреплены работающие части машины. Набивка производится на трех столах В, расположенных один к другому под прямым углом. Вокруг этих столов идет и прижимается к ним бесконечное сукно, подкладка и печатаемая ткань. Подкладка свивается с ролика L, а печатаемая ткань с ролика М. Набивные формы прикреплены к массивам С и имеют движение, перпендикулярное к набивным столам. F — три ящика с краской. При опускании шасси вниз оно проходит мимо валика, приделанного к ящику с краской и вращающегося в ней. При этом движении валик намазывает краску на шасси, а помещающаяся за ящиком щетка разравнивает ее по сукну. Движение ткани и набивных форм соразмерены таким образом, что все три набивных формы ложатся последовательно на одну и ту же часть ткани, образуя трехцветный узор. По выходе с третьего набивного стола ткань выходит уже расцвеченною всеми тремя красками и направляется поверх ролика в сушильню. Перротина приводится в движение или от руки, или же с помощью паровой машины. В последнем случае она снабжается несколькими шкивами различных диаметров, чтобы можно было произвольно изменять скорость ее движения. Обыкновенно при перротине находятся двое рабочих, и ею может быть напечатано от 25 до 30 кусков в день. Исключая движение одной или двух набивных форм, является возможность печатать одноколерные или двуколерные ткани. Перротины устраиваются также с 4, 5 и 6 набивными формами. Специально для вытравных красок прежде нередко применялся так наз. "шотландский пресс" (фиг. 3); он употреблялся главным образом для платочного дела. Кусок ткани складывается в размер платка и помещается в сильный гидравлический пресс между двумя свинцовыми пластинками, в которых совершенно симметрично расположены отверстия, изображающие в своей совокупности какой-нибудь узор: горошек, крестики, листки, цветок и т. п. Сверху, над свинцовой плитой, снабженной закраинами, помещается ящик с вытравною жидкостью. Последняя протекает через отверстия свинцовой пластинки на ткань, вследствие капиллярности проходит через всю толщу ее и вытекает из отверстий нижней пластинки. Для вытравки по красной пунцовой ткани употребляется раствор хлора. Ввиду сильного давления, под которым сжата в прессе ткань, раствор не проникает в соседние места, и узор получается весьма правильный. Обесцвечивание происходит в течение 8—10 минут. По окончании вытравки, не разгружая пресса, производится тщательная промывка водой, что существенно необходимо для сохранения правильности контуров. Иногда работа этого пресса видоизменяется таким образом, что под нижней свинцовой плитой производится разрежение воздуха, и тогда вытравной раствор проникает сквозь толщу ткани, конечно, гораздо более энергично. Именно при содействии этого пресса приготовлялись дешевые красные с белой вытравкой платки, которые так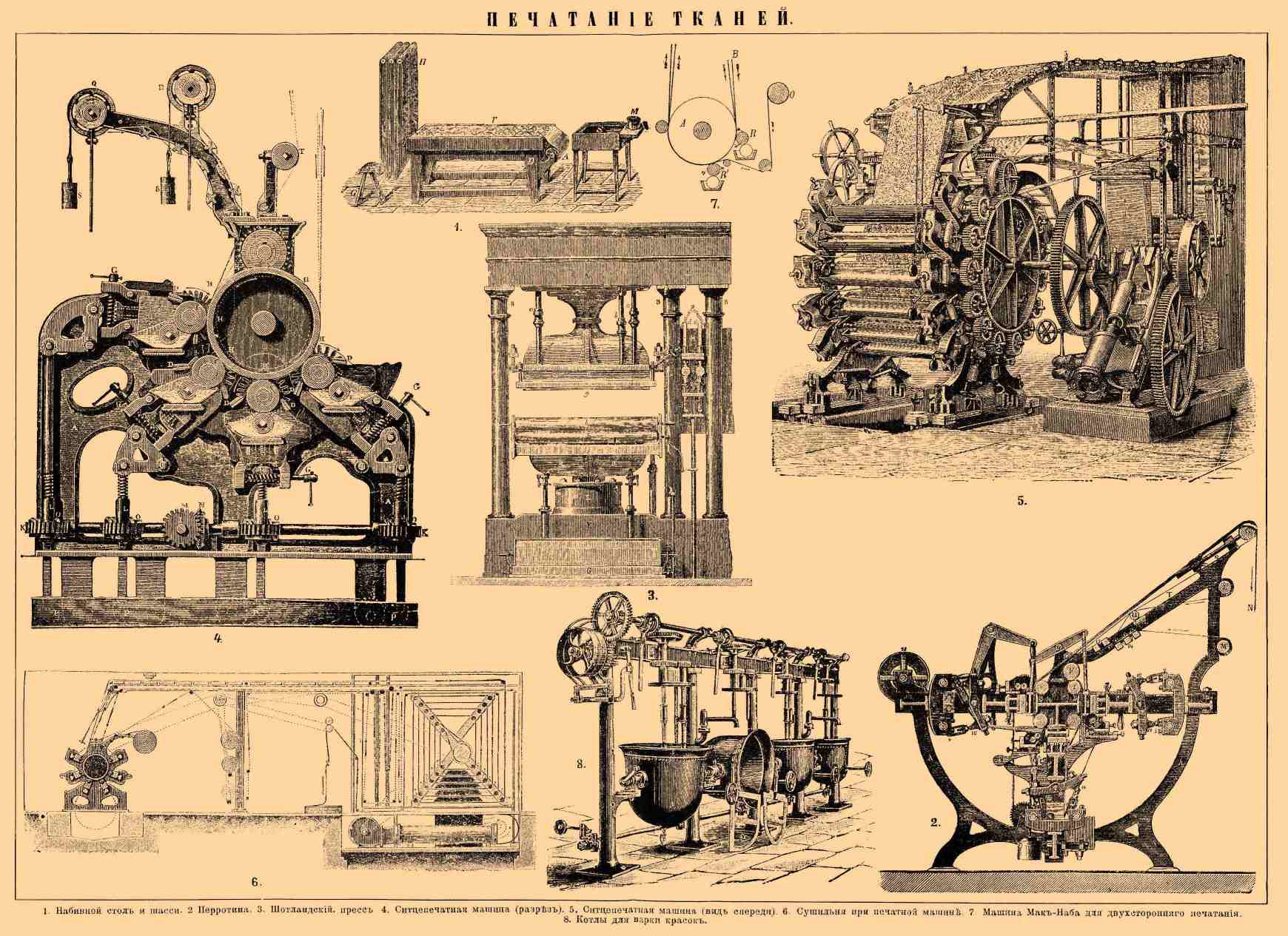
ПЕЧАТАНИЕ ТКАНЕЙ.
1. Набивной стол и шасси. 2. Перротина. 3. Шотландский пресс. 4. Ситцепечатная машина (разрез). 5. Ситцепечатная машина (вид спереди). 6. Сушильня при печатной машне. 7. Машина Мак-Наба для двустороннего печатания. 8. Котлы для варки красок.
распространены на Востоке, главным образом в Индии, и носят название "бандана".
В настоящее время преобладающее значение имеют ситцепечатные машины, главную работающую часть которых представляют валы (см.), на которых узор вырезан углубленно, что по сравнению с выпуклыми набивными формами представляет громадное преимущество в скорости работы и точности рисунка; только с введением в практику этих машин ситцепечатание развилось в громадную отрасль промышленности, имеющую большое экономическое значение. От степени тщательности гравировки валов зависит и правильность контуров напечатанного узора. С введением в последнее время в практику граверного дела пантографов (см.) точность и правильность гравировки находится в меньшей зависимости от искусства гравера. Рисунок, который должен быть вычерчен на валу и который соответствует только одной какой-нибудь краске (сколько красок входит в узор, столько должно быть и валов), копируется с рисунка художника при помощи камеры обскуры на цинковый лист, в увеличен. виде, и слегка вырезывается резцом так, чтобы все линии, его составляющие, были несколько углублены. Заготовленная так. образом копия кладется на стол пантографа; в последний помещается покрытый мастикой ситцепечатный вал, на который должен быть нанесен узор. При работе машины этот вал приходит в медленное вращательное движение. Гравировка по валу производится алмазными или стальными резцами: мастер, занимающийся гравировкой, обводит по рисунку на цинковом листе, помещенном на столе пантографа, шпилькой, и это движение передается системой рычагов алмазным резцам, которые и вычерчивают тот же самый узор на поверхности вала в уменьшенном виде и как раз того же размера, каким он должен быть на ткани. При приготовлении мелких и сложных рисунков предпочитают механический способ гравирования; при производстве крупных, так называемых "ляпистых" узоров предпочитают вытравку. Изобретение ситцепечатных машин англичане приписывают своему соотечественнику шотландцу Беллю, а французы Оберкампфу. Ситцепечатные машины бывают или одновальные, или многовальные, в которых число валов иногда доходит до 20. Металлический массивный барабан H. (фиг. 4 и 5), туго обтянутый в несколько оборотов грубой бумажной или льняной тканью, заменяет в ситцепечатной машине набивной стол. Поверх барабана или пресса ходит с целью сделать его поверхность еще более упругой толстая шерстяная или каучуковая ткань. Печатаемая ткань не пускается непосредственно поверх нее: краска, проходя через поры ткани, быстро загрязнила бы сукно и лишила бы его необходимой эластичности и упругости. Поэтому под тканью и поверх сукна направляется всегда так называемая "подкладка", или "чехол", каковой большей частью служит небеленый миткаль. По окружности пресса располагаются печатные валы С, которые лежат в подвижных подшипниках и могут быть с помощью рычагов-балансов G или отодвинуты от пресса, или сильно прижаты к нему. Под каждым печатным валом помещается ящик с краской Е, в котором вращается валик, обтянутый кожей или шерстяной тканью, до половины погруженный в краску. Ящик с краской тоже устанавливается на подвижной платформе и может быть или придвинут, или отодвинут от печатного вала. Нанесенный на него избыток краски снимается с его поверхности так называемой "раклей", или доктором — D, которая представляет стальной отточенный нож той же длины, что и вал, плотно к нему прижимающийся под острым углом. Таким образом за раклей, если последняя правильно установлена и хорошо отточена, краска на валу находится только в углублениях вырезанного узора. С другой стороны вала к нему прижимается "контрракля". При существовании на ракле даже незначительных зазубрин краска не вся счищается с печатного вала, вследствие чего на печатаемой ткани образуется ряд продольных полос, так наз. "засечек". Подкладка или чехол (см. выше) бывает "черная" или чистая. Черной называется подкладка, употребляемая до износа при печатании такими красками, которые не могут быть начисто удалены с ткани, например, черным анилином, хроморанжем и т. п. Чистая подкладка с печатной машины идет в отбелку. При работе ситцепечатной машины самое главное представляет так назыв. "трафление", или правильная установка всех ее работающих частей, что требует большой опытности "раклиста", или лица, находящегося при печатной машине. Ситцепечатные машины приводятся в движение или маленькой паровой машиной, так наз. "лягушкой", или от центральной, причем передача производится с помощью шкивов нескольких размеров, чтобы можно было работать на машине с различной скоростью: ставятся, как говорят, на три хода. Самый быстрый ход — 10 кусков, или 600 арш., в 10 мин., тихий — 10 кусков в 20 мин. и средний — 10 куск. в 12—15 мин. Расход силы находится в прямой зависимости от числа печатных валов: одновальная машина требует 2 силы, шестивальная — 8 сил. Место, занимаемое ситцепечатной машиной вместе с лягушкой, обыкновенно не превышает 11—12 кв. м. Тотчас по выходе с печатной машины ткань высушивается, так как иначе может произойти растечка краски и изменение контуров узора. Поэтому напечатанная ткань направляется в сушильню, или мансарду (фиг. 6). Сушильни нагреваются калориферами или с помощью паровых плит; нагревание горячим воздухом экономичнее, но работа в сушильне более тяжела. Температура в ней держится в пределах 40°—70° С. Сушильни лучше устраивать во втором этаже, иначе очень сильно повышается температура в печатной комнате. Сушильня представляет отдельную комнату, внутри которой вверху и внизу расположены ролики, по которым движется высушиваемая ткань. Кроме напечатанной ткани, в сушильню входят также подкладка и сукно, так как и та, и другое немного увлажняются краской вследствие капиллярности. Впрочем, путь, проходимый напечатанной тканью, сукном и подкладкой, далеко не одинаков ввиду того, что в них содержится не одно и то же количество влаги. Наименьший путь в сушильне описывает сукно, которое, сделав 2—3 зигзага, идет опять на пресс печатной машины. Подкладка описывает уже более длинный путь и по выходе из сушильни наматывается сзади печатной машины на приемный ролик или идет для складывания к самотаскам. Напечатанная ткань по выходе из сушилен принимается качающейся рамой. Сушильня к каждой печатной машине занимает около 16 кв. м. Так как расход краски изменяется в довольно широких пределах в зависимости от величины узора (от 0,1 литра до 1,5 и даже до 2 л), то обмен воздуха в сушильне должен быть установлен таким образом, чтобы и наиболее влажная ткань успевала в ней высохнуть. Воздух, впускаемый в мансарду, большей частью предварительно подогревается, для чего его пропускают через так наз. "митральезу" — железный барабан, нагреваемый рядом расположенных внутри его паровых труб.
В последнее время распространяется способ двустороннего П., при чем повторяется один и тот же узор одними и теми же или различными красками. Этот прием применяется теперь преимущественно для производства тяжелых мебельных и драпировочных тканей. Такого рода ткани давно уже известны в Индии и носят там название "баттик". Машина Мак-Наба для двустороннего П. имеет след. устройство (фиг. 7). Вокруг пресса А печатной машины, поверх сукна, двигается подкладка В из эластичной каучуковой ткани. По этой подкладке печатный вал R печатает узор какой-нибудь краской. Набиваемая ткань, пройдя направляющие ролики О, подходит к прессу уже за валом R, так что соприкасается с подкладкой, уже покрытой краской. При надавливании на ткань другого печатного вала R' на ней отпечатывается одновременно с одной стороны краска с вала R', а с другой — еще не высохшая краска с подкладки В. При этом для получения правильного узора является существенно необходимым совершенно точно урегулировать скорости движения печатаемой ткани и обоих валов. Для двустороннего П. нельзя употреблять редкие ткани. Правильность работы ситцепечатной машины предварительно проверяется рядом пробных печатаний или "трафлением". Валы в машине всегда располагаются строго обдуманно и нумеруются еще заранее, перед гравировкой, имея в виду вытягивание ткани, цвет красок (см. Валы). Иногда для сохранения светлой краски, чтобы она не "захаживалась" (не грязнилась), перед ней ставят гладкий вал, в красочном ящике которого находится вместо краски жидкий крахмальный клейстер. Тогда краска, снимаемая валом с ткани, перейдет не в краску, а в крахмал. Зная свойства красок, колорист должен заранее указать раклисту, нужен ли крахмальный вал, в каком порядке расположить краски или через сколько кусков надо менять или выбрасывать краску. Во время работы часто образуются соединения между пигментами и протравами (лаки), а также случается, что краска закристаллизовывается. С целью избежать этого в краску вводятся уксусная кислота, нашатырь и т. п., или же краска подогревается. От забивания гравюры выделившимися из краски твердыми веществами или если краска сильно пенится — получается брак. На многовальных машинах работать труднее, чем на одновальных, и тогда как на последних можно сработать 200—350 кусков, на многовальных нельзя сработать более 75—150 штук мебельных или "плательных" ситцев. Запас валов является основным и наиболее ценным фондом фабрики: на 10 машин запас их обыкновенно не бывает меньше 2000 штук. Как бы тщательно ни была установлена машина, тем не менее при работе взаимное положение печатных валов, сукна, раклей и т. п. вследствие сотрясения несколько изменяется, и результатом этого является брак, или порча ткани. На большинстве фабрик брака получается до 8% от общего количества вырабатываемого товара. Правильность, доброкачественность печати, помимо искусства раклиста, зависит также от краски: только достаточно густая, мягкая и вместе с тем клейкая краска хорошо входит во все углубления печатного вала. Этим и вызывается необходимость употребления загустителей, т. е. веществ, способных давать густые и клейкие растворы (см. Загустки). Чаще всего для этой цели употребляются картофельный и пшеничный крахмалы, декстрин, лейогомм, камедь, трагант и альбумин. Реже и притом почти исключительно для ручной набивки употребляется минеральная загустка, глинка. Наиболее распространенная загустка варится из 10% пшеничного крахмала. Если нужна очень густая загустка, то берут 15 и даже 20%. Декстрин, лейогомм, искусственная камедь и другие продукты, приготовляемые из крахмала, обладают по сравнению с крахмалом меньшей загущающей способностью, но зато значительно большей клейкостью. Естественные камеди, аравийская и сенегальская, представляют загустители по преимуществу. Камедная загустка готовится различной консистенции в зависимости от состава печатаемых красок. Более жидкая содержит 600 г камеди на литр воды, средняя 1000 г на литр и густая 1500 г. Эта загустка приготовляется прибавлением понемногу в отмеренное количество кипящей воды навески измельченной камеди при постоянном перемешивании. Декстринная загустка приготовляется развариванием 1000 г декстрина в 1 л воды. Камедь не должна вредить оттенку нежных красок. С этой целью рак. приготовляет пробную краску такого состава: 1 л воды, 30 г аммониакальной кошенили, 24 г измельченных квасцов, 16 г щавелевой кислоты, 375 г камеди. Сваренная краска протирается через сито и печатается по шерстяной ткани. Напечатанная ткань запаривается и промывается. При хороших сортах камеди получается нежный розовый цвет без всякого желтого оттенка. Весьма важно также, чтобы употребляемая в ситцепечатании камедь не содержала свободных кислот. С целью испытания камеди в этом направлении приготовляется краска такого состава: в 500 куб. стм воды растворяют 250 г испытуемой камеди и прибавляют к приготовленной загустке 30 г раствора уксуснокислого глинозема, или так называемой красной протравы (см. Глиноземные протравы). Напечатанная этой краской ткань остается висеть в течение 12 час. на воздухе, промывается водой, затем окрашивается в ализарине и промывается в мыльной воде. Напечатанные места должны быть красивого розового цвета; если же камедь содержит свободные кислоты, окрашивание получается очень бледное. Полезно испытать камедь также на стойкость ее, так как некоторые сорта легко свертываются. Для этого приготовляется смесь из 135 г крепкого раствора кашу, 127 г уксусной кислоты, 30 г воды, 90 г нашатыря, 97 г уксусно-известковой соли, 250 г измельченной камеди и 37 г раствора азотнокислой меди в 50° Боме. Если приготовленная и процеженная краска по прошествии 24 час. останется неизмененной, не свернется, то камедь хороша. О траганте, альбумине и др. загустителях — см. Загустки.
Варка красок и загусток производится обыкновенно в котлах с двойными стенками, между которыми, смотря по надобности, пускается или пар, или же холодная вода, для охлаждения сваренной краски. Внизу котла (фиг. 8) помещается кран, через который и проходит как пар (вернее, конденсационная вода), так и холодная вода. В котлах располагается мешалка, которая приводится в движение от привода. Емкость котлов делается обыкновенно от 20 до 200 л. Иногда наряду с этими котлами устанавливаются котлы и без паровых рубашек, в которых происходит приготовление так наз. "холодных" красок. Составные части краски прибавляются или в уже сваренную загустку, или же они развариваются вместе с ней, в том конечно случае, если не оказывают неблагоприятного действия. Если составные части краски при нагревании разлагаются, то прибавляют их в сваренную и уже остывшую загустку. Все время расхолаживания производится непрерывное перемешивание. Сваренная краска протирается через сито. Непротертая краска неровно печатается, может прорезать вал или раклю и вызвать образование затасков. Протирание краски производится или вручную, через шелковое или волосяное сито, или же при помощи различных механических приспособлений. В первом случае над глиняным колпаком помещается сито и через него вручную, а иногда при помощи щетки, протирается сваренная краска. Нередко также щетка, которой производится протирание краски, приводится в движение от привода, как это изображено на фиг. 9.
Фиг. 9.
На некоторых фабриках употребляется фильтр, работающий вследствие разрежения воздуха. Он устроен таким образом: вверху металлич. сосуда герметически укрепляется плоская воронка с дырчатым дном; с помощью водяного или воздушного насоса из сосуда выкачивается воздух, а на сито, поверх которого укрепляется волосяная или шелковая ткань, наливается краска, которая и проходит в приемный сосуд, а все крупные частички задерживаются. Расход краски на печатных машинах зависит от состава краски, характера рисунка, сорта ткани и глубины гравировки, вала и изменяется от 80 зол. до 4 и даже 5 фн. Вес 1 литра краски обыкновенно не превышает 1,1 кило. Нередко заготовляются концентрированные краски, в состав которых входит большое количество пигмента и загустки; при печати, смотря по надобности, эти краски разбавляются загусткой, или "купируются". Для очень слабых купюров прибавляют до 60 ч. загустки на 1 ч. первоначальной краски, или "матки". Если узор состоит из одной и той же краски, только нескольких различных оттенков, как это, напр., часто делается при приготовлении рубашечных и мебельных ализариновых ситцев, то стараются, чтобы все купюры обладали резко отчетливыми оттенками, или, как говорят, тщательно следят за "делениями" красок. Купюры устанавливаются после предварительных проб. При грубой гравировке можно купировать сильнее, т. е. больше разводить краску; при мелкой — слабее.
Сама ткань перед печатью подвергается той или другой механической или химической подготовке. Механическая подготовка отбеленной хлопчатобумажной ткани состоит в том, что ткань стрижется один или два раза на стригальных машинах. Стригут обыкновенно только лицевую сторону, на которой будет печататься узор и которую всегда легко отличить по клейму. Главную работающую часть стригальных машин представляет спиральный нож, поверх которого двигается ткань под известным углом в натянутом состоянии. Перед ножом ряд щеток поднимает ворс, а за ним ряд других щеток счищает срезанный пух. Стригальная машина системы Кемпе при 300 оборотах в мин. подает 100 мм ткани в сек., что составляет 5040 арш. в 10 час. работы в одно полотно и считая один час на остановки. Большею частью в стригальных машинах ткань идет в три полотна рядом. Стригальная машина занимает около 4,5 кв. м места и требует 0,5 лошадиной силы. Стрижка представляет существенно необходимую операцию; таким образом снимаются с ткани волосики, которые придают ей неприятный седоватый вид. Присутствие пушка в особенности нежелательно для темных красок, так как при них он наиболее заметен. После стрижки ткань поступает на пухоочистительные машины, где с ткани тщательно снимается пушок и оставшийся волос. Главную работающую часть этих машин представляет 10, а иногда и больше быстро вращающихся щеток длиною до 1,8 м, прижимаясь к которым, двигается ткань. Щетки помещаются в закрытом со всех сторон деревянном ящике. В этом ящике сделаны щели для входа и выхода ткани; верх этого ящика соединяется широкой трубой с вентилятором, который вытягивает из него воздух и пыль. Производительность этих машин обыкновенно не превышает 300 кусков в 10 рабочих часов. После пухоочистительных машин ткань направляется через ширильные машины, где она расправляется и наматывается на ролик, а затем через накатные машины, где еще раз возможно правильно перематывается на ролик по 10—20 штук, сшитых вместе в одно полотно. Пухоочистительные машины и ширильные требуют около 0,5 силы, накатывательные всего 0,25 силы. Из накаток, смотря по фабрикации, ткань идет или прямо на печатные машины, или же сперва на плюсовки для химической подготовки теми или другими реагентами. Химическая подготовка ткани перед печатью состоит в пропитывании ее различными растворами, напр., раствором ализаринового масла для ализариновых красок, раствором ароматических спиртов в едких щелочах для закрасок и смесью растворов анилинового масла и различных окислителей для ситцев с черно-анилиновым грунтом. Пропитывание производится всегда в расправку на плюсовальной или "солильной" машине (фиг. 10).
Фиг. 10
Ткань при пропитывании поступает в ящик, в котором находится ряд роликов, мимо которых она и направляется. Обойдя их все, она поступает на отжим, причем один из отжимных валов делается обыкновенно из меди, а верхний — упругий, деревянный, обтянутый толстой резиновой тканью. Ящик часто делается или целиком из меди, или обкладывается медными листами. Очень важно для каждого сорта плюсового раствора иметь отдельную солильную машину. Для того, чтобы ткань пропитывалась равномерно, существенно важно, чтобы уровень жидкости в ящике поддерживался постоянн
| "БРОКГАУЗ И ЕФРОН" >> "П" >> "ПЕ" >> "ПЕЧ" |
Статья про "Печатание тканей" в словаре Брокгауза и Ефрона была прочитана 2331 раз
| Бургер двойного помола |
| Луковый соус |
TOP 15
- Волос
- Проно
- Степные животные
- Гимнастика
- Индийский океан
- Архитектура
- Сравнение, в литературе
- Манда
- Клитры
- Колесование
- Испарение
- Травоядные животные
- Оплодотворение у pacтений
- Вредные насекомые
- Электризация тел