
БНБ
"БРОКГАУЗ И ЕФРОН" (121188)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Обойное производство
Определение "Обойное производство" в словаре Брокгауза и Ефрона
Обойное производство
Обойное производство*
— Для внутреннего украшения жилищ употреблялись и теперь еще употребляются чаще других: мрамор, кожа, дерево, бумага и различного рода ткани; употребление тканей представляет, по-видимому, наиболее распространенный и наиболее древний прием, который и ныне практикуется в широких размерах, в особенности на Востоке. В Европу искусство тканья обоев было занесено испанскими маврами и первоначально утвердилось в Нидерландах, а оттуда перешло во Францию, где при Людовике XIV это дело было в значительной степени усовершенствовано Гобелэном. При содействии Кольбера Гобелэном была основана знаменитая, существующая и поныне, Гобелэновская мануфактура, которой тканые ковры пользуются всесветной известностью. Бумажные обои были заимствованы европейцами из Китая, где производство такого рода обоев практикуется издавна. Первые О. фабрики возникли в Англии в XVIII столетии. Первоначально производство на них шло вручную и только позднее, с изобретением Робертом писчебумажной машины, когда сделалось возможным изготовлять листы произвольной длины, О. дело начинает в широких размерах пользоваться различного рода машинами и становится в ряд больших технических производств. Как на выдающуюся особенность О. производства следует указать, что в нем, как и в некоторых других производствах, например в ситцевом и фарфоровом, наряду с чисто технической стороной дела имеет большое значение и художественная сторона, так как красота рисунка является наиболее важным моментом при оценке обоев. В настоящее время большие О. фабрики нередко готовят обои, строго выдержанные в каком-нибудь стиле, и по бумаге печатаются целые картины. Помимо классификации по рисунку, "стильности" обоев, различается также много сортов и по способу их приготовления. Обои бывают глянцевые, бархатные или суконные, мраморные, имеющие вид тисненой кожи или тисненые обои, лаковые, водонепроницаемые обои и др. Наряду с чисто механическим производством в О. деле практикуется также и ручная работа, а в особенности для воспроизведения сложных картин по бумаге, когда нередко приходится накладывать до нескольких сот красок, иногда одну на другую, для получения желаемого оттенка. При машинной печати в настоящее время невозможно нанести более 30 красок, так как эффект получается менее удовлетворительный. Поэтому ручная работа применяется главным образом для получения дорогих обоев, а машинная — для производства дешевых и средних сортов обоев. Для О. дела употребляются специальные сорта бумаги, по возможности плотной, хорошо проклеенной, произвольной длины и шириной от 50 до 60 см. Только при приготовлении самых дешевых сортов — краски печатаются непосредственно по белой бумаге, большей же частью бумага перед печатью подвергается загрунтовке или грунтованию, операции, состоящей в том, что на бумагу наносится гладкий, однообразный, большей частью светлый цвет какой-нибудь краской. Загрунтовка производится или вручную, или же при помощи специальных машин. В первом случае бумага расстилается на очень длинный с совершенно ровной поверхностью стол, и краска наносится, по возможности, ровно при помощи щеток по поверхности бумаги, после чего она высушивается. При механической работе употребляются грунтовальные машины, главную работающую часть которых представляет небольшой стол, к задней стороне которого прикреплен вал В, с намотанной на него бумагой часто в количестве до 900 — 1000 м. Как это изображено на фиг. 1 табл., бумага непрерывно сматывается с вала В., проходит под ящиком с краской N, с поверхности покрывается краской, и эта последняя равномерно распределяется по поверхности бумаги при помощи щетки, двигающейся по столу в горизонтальной плоскости взад и вперед.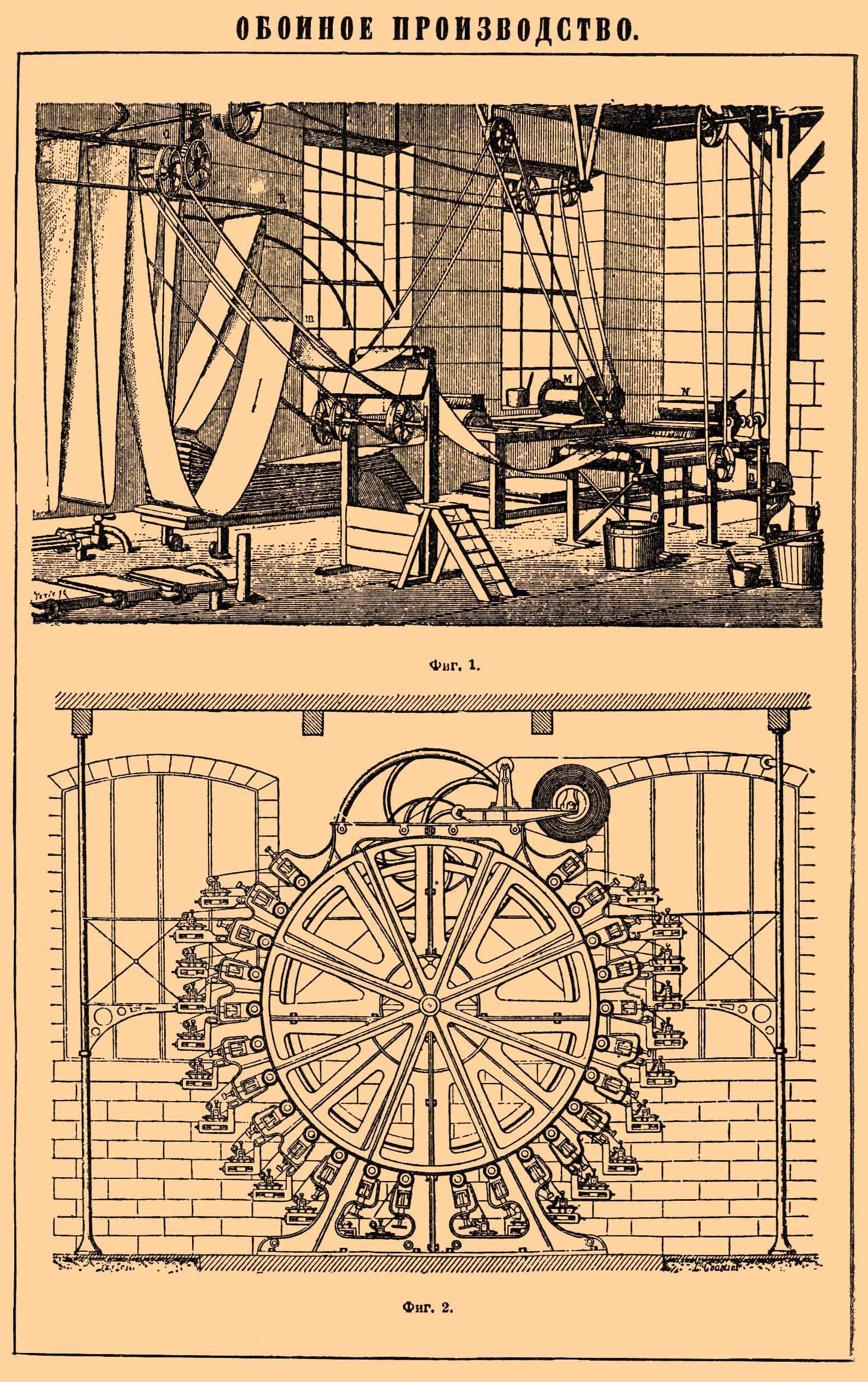
ОБОЙНОЕ ПРОИЗВОДСТВО
Загрунтованная бумага направляется в том же помещении через ряд направляющих, медленно вращающихся роликов, причем, провисая между ними, она образует петли и при этом медленном движении высыхает. Ролики располагаются сперва в прямом, а затем в обратном направлении, где сухая бумага принимается качающейся рамой, равномерно складывающей бумагу в стопку S, откуда она поступает на соседний стол, где с поверхности очищается щеткой, а затем наматывается на вал М. Для высоких сортов загрунтовка производится иногда в несколько слоев. Загрунтованная бумага затем большей частью подвергается "лощению" или выглаживанию нанесенного грунта с целью или разгладить складки и другие неровности бумаги, или же придать грунту блестящую полированную поверхность. В первом случае употребляются простые приспособления, подобные обыкновенной гладильной доске, или же каландры (см.), во втором, при приготовлении лощеных, сатинированных обоев, с блестящим грунтом, загрунтованная поверхность посыпается измельченным тальком и затем лощится трением о круглую жесткую щетку, вращающуюся с большей или меньшей скоростью от привода. В сатинировальной машине иногда располагается несколько щеток, вращающихся с различной и часто очень большой скоростью; тальк равномерно распределяется по всей поверхности грунта, которая и делается блестящей. Для возможно большего блеска в самую краску при загрунтовке вводятся различные минеральные вещества, например, гипс или цинковые белила. Иногда, такая загрунтованная бумага прямо поступает в продажу под названием одноцветных обоев; чаще, однако, по ней наносится тот или другой узор, в одну или несколько красок. Печатание производится как вручную, так и при помощи печатных машин. При печатании вручную употребляются резные деревянные формы или "манеры" из грушевого дерева, шириной нередко соответствующие ширине печатаемой бумаги, которые от руки или с помощью простого подъемного механизма сперва опускаются в краску, а затем на бумагу. Для выделки многоцветных обоев надо столько же набивных форм, сколько входит в узор красок или оттенков цвета. Во время печати бумага, по возможности ровно, расстилается на набивном столе, который сверху покрыт двойным слоем шерстяной ткани. Рисунок на деревянной пластинке вырезается рельефом. Для достижения равномерности распределения краски на печатной форме помощник набойщика, как можно равномернее, распределяет краску на сукно, покрывающее шасси. Шасси представляет деревянный ящик, на половину высоты наполненный какой-нибудь полужидкой густой массой, например студнем из столярного клея или клейстером. На поверхность этого студня кладется деревянная рама, обтянутая непроницаемой для воды тканью, вощеным полотном или клеенкой. Поверх этой непромокаемой ткани кладется сукно, по которому уже и размазывается, возможно равномерно, краска. Для того чтобы узор выходил правильно, на набивных формах, с двух противоположных сторон, укрепляются две острые металлические шпильки. При работе набойщик руководствуется, для правильного наложения узора, сделанными ранее уколами. Производство многоцветных обоев вручную идет очень медленно. Напечатав кусок какой-нибудь одной краской, его относят в сушильню или дают ему высохнуть в том же помещении, а затем вновь выглаживают и уже только по выглаживании кусок поступает для набивки второй краской. Иногда один и тот же кусок проходит через руки нескольких набойщиков. Сверх того, при работе дорогих обоев, после каждой набивки рисунок просматривается мастером и, если в некоторых местах узор вышел неправильно, его подрисовывают от руки с помощью кисти. Машинное печатание возникло в 1823 году, по инициативе Пальмера, который для этой цели построил специальную машину. Механическое печатание бумаги производится так же, как и печатание тканей. Как и в ситцепечатной машине, главную работающую часть обойнопечатной машины представляют печатные гравированные валы, вращающиеся с определенной скоростью вокруг большого барабана или пресса, заменяющего набивной стол. Если печатный узор состоит из нескольких красок, то на печатной машине должно быть столько же печатных валов. Фиг. 1 представляет разрез одновальной, а фиг. 2 табл. — боковой вид многовальной (24 вала) обойнопечатной машины. Как изображено на фиг. 1, печатаемая бумага сматывается с валика S и проходит поверх пресса N, обвитого в несколько слоев сукном с целью сделать его поверхность упругой.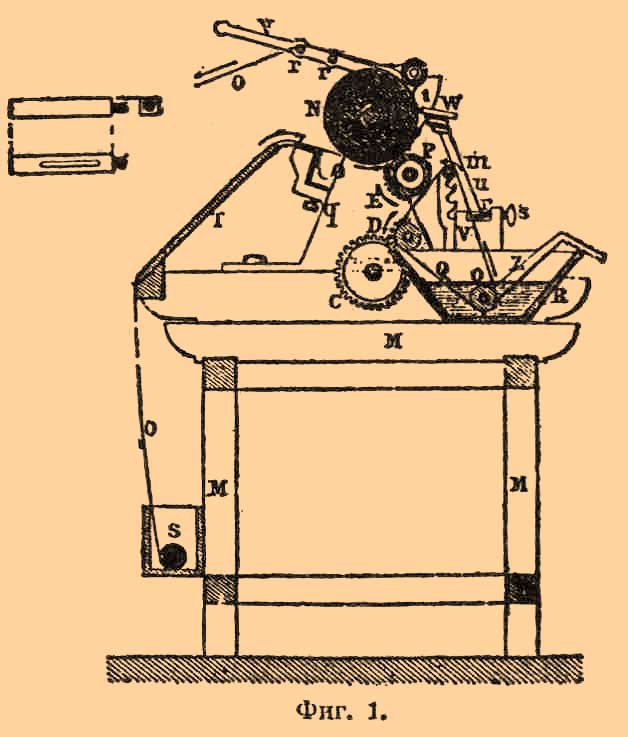
Фиг. 1.
Ниже пресса помещается печатный вал Р, на котором узор вырезан углубленно (см. Валы) и который питается краской при помощи бесконечного сукна Q, натянутого на ролики m, n, о и погруженного в ящик с краской R. Отпечатанная бумага направляется через ролики rr в сушильню. Надавливание печатного вала к прессу, которое изменяется в зависимости от сорта красок и контура узора, производится воздействием рычага v. Трафление или правильное наложение узора в том случае, когда печатается многоколерный узор, является весьма хлопотливой операцией. По сравнению, однако, с ситцепечатанием, печатание обоев дело более простое, что, конечно, находится в зависимости от того, что предельное растяжение бумаги значительно меньше по сравнению с предельным растяжением ткани, а, следовательно, раз машина установлена, взаимное расположение контуров узора не так часто нарушается. В зависимости от этого и производительность обойнопечатных машин значительно выше ситцепечатных. Тогда как
производительность последних при работе в шесть красок не превышает в лучшем случае нескольких сот штук (200-300), производительность обойнопечатных машин при работе шестицветных обоев доходит до 2500-3000 штук в 12 рабочих часов. Для печатания простейших полосатых обоев употребляется нередко более простое механическое приспособление, изображенное на фиг. 2.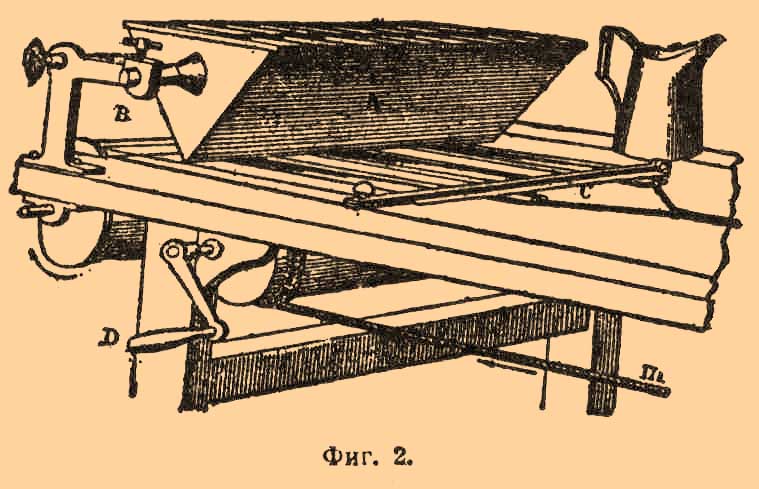
Фиг. 2.
Ящик с краской А в этом случае, в разрезе представляет треугольник; в нижней части он имеет столько отверстий, сколько полос должно быть напечатано на бумаге. Длина ящика совершенно точно соответствует ширине бумаги и если имеется в виду печатать в несколько красок, то ящик внутренними перегородками разделен на несколько отделений, число которых соответствует числу печатаемых красок. Этот ящик с краской устанавливается на одном конце стола, длина которого доходит до 10 м. С той же стороны стола, где помещается ящик, но ниже столешницы, укреплен вал В с намотанной на него бумагой. При печатании бумага, сматываясь с вала, зажимается между деревянными планками зажима С, который привязан к веревке m, обходящей по поверхности стола и наматывающейся под столешницей на вал D. Очевидно, что, если при движении бумаги открыть отверстия сосуда с краской, то непрерывно на бумаге будет получаться ряд цветных полос, совершенно точно соответствующих ширине отверстий сосуда ящика с краской.
Обои после печати всегда подвергаются высушиванию; это в особенности важно в том случае, если печатается многоколерный узор, на воспроизведение которого идет много красок. На больших О. фабриках для этой цели употребляются различного рода сушильни и сушка вручную, развешиванием напечатанных обоев на ролики, в массовом производстве почти не применяется. Одно из наиболее простых приспособлений представляет эллиптическая рама, по которой двигаются высушиваемые обои, завешенные в петли определенной длины. Скорость движения направляющих роликов изменяется в зависимости от количества нанесенной краски; внизу рамы помещается сеть нагревательных паровых труб. При производстве дешевых низкосортных обоев высушивание их представляет последнюю операцию, после которой они только разглаживаются, свертываются в куски и упаковываются. Обои средней добротности и высшего сорта большей частью подвергаются различного рода отделочным операциям: сатинированию или лощению, лакированию и т. п. Цель сатинирования состоит в том, чтобы придать лицевой стороне обоев прочный блестящий вид. Как уже раньше было указано, иногда сатинируют предварительно, до печати, грунт, а иногда единовременно и грунт, и рисунок, причем, конечно, предварительное сатинирование грунта уже не производится. Сатинирование рисунка производится так же, как и грунта, т. е. работа состоит в том, что лицевую сторону обоев посыпают тонким порошком талька и сильно растирают жесткими волосяными щетками до тех пор, пока обои не приобретут достаточного блеска. Лакирование представляет весьма распространенный прием отделки обоев; этим достигается не только значительный блеск — лакирование защищает нанесенные на бумагу краски от действия пыли и атмосферных влияний, вследствие чего обои становятся более прочными; лакирование, кроме того, позволяет мыть обои, что очень важно с точки зрения гигиены. Лакирование обоев производится при помощи спиртовых и скипидарных лаков, по возможности бесцветных, вручную кистями или при помощи щеток. Масляный лак наносится холодным, а спиртовые лаки предварительно нагреваются до 35° Ц. В состав лаков входят в различных количествах: олифа, воск, копал, шеллак и некоторые др. смолы.
При производстве некоторых сортов обоев практикуются совершенно особенные приемы работы. Таковы, например, бархатные, золоченые, тисненые, мраморные и водонепроницаемые обои. Главным материалом для изготовления бархатных обоев служить отброс с суконных фабрик, так называемая "стрижка", представляющая мельчайшие шерстяные волоски. Эта стрижка для целей О. производства сперва очищается отваркой в мыльной воде, а затем окрашивается в тот или другой цвет, совершенно так же, как это производится при окрашивании шерстяных изделий. По окрашивании и высушивании, стрижка подвергается еще измалыванию в тонкий и, по возможности, однородный порошок, в приборах, построенных по типу или кофейной мельницы, или же голландеров для измельчения писчебумажной массы, в присутствии воды; в последнем случае нет надобности предварительно высушивать окрашенную стрижку. После размола сухая стрижка подвергается просеиванию, причем отсортировывается несколько нумеров ее. Для закрепления ворса по бумаге предварительно печатается мордан или протрава, большей частью густое вареное масло, и затем, дав немного маслу войти в поры бумаги, кусок подвергается опыливанию сухой измельченной стрижкой в особых приборах. Теперь на многих фабриках мордана совсем не употребляют, а печатают перед опыливанием на бумагу краску того цвета, в какой окрашена стрижка. Для того, чтобы ворс закрепился по возможности крепко, важно, чтобы протрава или краска на бумаге, перед опыливанием, не успели высохнуть; вредно и слишком раннее опыливание, так как и в этом случае волоски не пристанут достаточно прочно. Покрывается ли стрижкой весь грунт обоев или только часть рисунка, ход работы остается один и тот же. Если на обои наносится стрижка различных цветов, нанесение мордана и опыливание производятся несколько раз. Если нанесенный ворс, пока он еще не совершенно засох, расчесать щеткой в одну какую-нибудь сторону, то получается так называемый "начес"; если только одна часть ворса подвергается начесу, то часть рисунка кажется матовой, а другая блестящей. Обои, имеющие вид тисненой кожи, получаются выдавливанием на них рисунка с помощью специальных машин: бумага отлично воспринимает и удерживает рельефные оттиски. Для этой цели употребляются различного устройства штамповые или вальцовые прессы, главную работающую часть которых представляет металлическая матрица, на которой вырезан узор углубленно и которая придавливает оттесняемую бумагу к контр-матрице, каковой большей частью служит плотный картон той же формы, что и матрица, т. е. в штамповых прессах — в виде толстого картонного четырехугольника, а в вальцовых прессах — в виде картонного (в последнее время иногда и каучукового) вала. Поверхность матрицы покрыта более или менее глубокой гравировкой; для муаре гравировка делается сравнительно неглубокой, для приготовления гофрированных обоев (maroquin) матрица, наоборот, гравируется глубоко, для приготовления шагренеподобных обоев гравюра состоит просто из точек, довольно глубоких и несимметрично расположенных по поверхности металла. Бумажный контр-матричный вал делается, как и бумажные валы в каландрах, из большого числа отдельных бумажных кружков. Для получения муаре контр-матричный бумажный вал тоже муарируется; с этою целью машина сперва обхаживается под большим давлением пустая. Выгравированное на металлическом валу муаре при этом оттиснется на бумажном валу. Обои с коричневым грунтом, расцвеченные золотом и светлыми красками, с вытисненным рельефным узором, весьма приближаются к старинным кожаным обоям. Такого рода обои носят название "repouss é ". Высокие, дорогие сорта обоев нередко расцвечиваются металлическим золотом, серебром и бронзой или в листках, или же в порошке. Конечно, настоящее золото и серебро применяются в О. деле сравнительно редко и большей частью употребляются для этой цели различного рода имитации; в большом употреблении сусальное золото и листовая бронза. Для воспроизведения металлического узора по бумаге предварительно печатается узор масляным лаком или густым раствором клея. Затем, прежде чем лак или клей окончательно высохнут, на бумагу накладываются листки металла такой величины, чтобы весь узор был покрыт ими, после чего обои высушиваются. По окончании сушки обои с поверхности перетираются тряпкой, причем металл остается только на тех местах обоев, на которых был напечатан лак или клей. Для закрепления металлических порошков, по бумаге тоже предварительно печатается лак; когда он наполовину подсохнет, бумага посыпается бронзовым или каким-нибудь другим металлическим порошком. С высохших обоев избыток порошка удаляется перетиранием тряпкой. Для закрепления металлических порошков на обоях употребляется также и яичный белок. Большим распространением пользуются обои, сделанные под мрамор, гранит и дерево. Грунт в таких обоях имеет очень большое значение и должен, по возможности, точно соответствовать по цвету естественному материалу. Высокие сорта таких обоев нередко производятся вручную. Наряду с обоями "под дерево", в последнее время в Америке стали изготовляться обои, которые представляют наклеенные на бумажный лист тончайшие деревянные пластинки (толщина их не превышает 1/10 мм.), предварительно окрашенные в тот или другой цвет. Водонепроницаемые и несгораемые обои пользуются меньшим распространением. Для того, чтобы придать обоям водонепроницаемость, в краску, вместе с клеем, вносится и некоторое количество квасцов, а иногда и вареное льняное масло. Чтобы сделать их несгораемыми, бумага, еще перед нанесением красок, пропитывается растворами фосфорно-аммиачной соли и квасцов.
Краски в О. производстве употребляются как минерального, так и органического происхождения; в большом употреблении также искусственные пигменты. При выборе красок для О. дела, помимо их прочности по отношению к свету, имеет также значение и безвредность их. Поэтому, некоторые очень яркие и красивые, но вредные краски (например, швейнфуртская зелень) не должны употребляться для приготовления обоев; во многих странах законоположениями указано, какие именно краски не могут быть употребляемы для О. дела. Из белых красок наибольшим распространением пользуются свинцовые белила, цинковые белила и мел. Иногда употребляются также каолин или фарфоровая земля и баритовые белила. Наиболее распространенные черные краски: жженая кость (так называемая костяная чернь) и сажа; в последнее время употребляется также и анилиновая чернь. Хороших и прочных синих красок довольно много, поэтому при работе делается выбор в зависимости от сорта обоев и цены краски. Берлинская лазурь, ультрамарин, Тенарова синь и, из органических индиго, и анилиновая синь представляют наиболее распространенные синие краски. Коричневых красок тоже довольно много: умбра, болюс, марганцовые окислы, кашу, препарированный кашу, каштановый экстракт и некоторые искусственные пигменты. Желтые краски пользуются сравнительно меньшим распространением, так как цвет их теряет много при искусственном освещении. Свинец входит в состав очень многих желтых красок: массикота, крона или хромо-свинцовой соли, кассельской желтой и некоторых других. Различные сорта охры дают очень разнообразные желтые оттенки; употребляются также желтые анилиновые пигменты, азокраски и экстракты кверцитрона и желтого дерева. Хороших, прочных и вместе с тем безвредных зеленых красок сравнительно немного. Лучшая по красоте оттенка и прочности цвета швейнфуртская или Шеелева зелень, ввиду ее ядовитости, для О. дела совершенно непригодна. Из минеральных красок в большем употреблении: вер-гинье, ярь медянка, венецианская ярь, брауншвейгская зелень и зеленый ультрамарин. В довольно большом употреблении также и искусственные зеленые краски, например: малахитовая и брильянтовая зелень. Для воспроизведения красного цвета употребляются: коль-котар, свинцовый сурик, киноварь, экстракты красильных деревьев, кармин, краповый лак, фуксин, а в последнее время и азокраски. Для фиолетового цвета употребляются различного рода растительные экстракты и искусственные фиолетовые анилиновые пигменты. Подготовка красок к печати состоит в том, что краски предварительно растираются в мельчайший порошок, затем смешиваются с растворами различных загущающих веществ: камеди, декстрина, крахмала, клея и т. п. Перед печатью краска для большей однородности протирается через сито. Для той же цели иногда в нее прибавляется немного глицерина.
В широких размерах практикуется О. производство в Соединенных Штатах, Англии, Франции и Германии. В Англии в огромных количествах готовятся дешевые и средние сорта обоев; во Франции существует довольно много О. фабрик, которые выделывают только роскошные обои. В России О. фабрик сравнительно немного; общее число их в 1893 году не превышало 38. Значительная часть их находится в Петербурге и Москве; на них работает 1400 человек рабочих и общая сумма производства в том же 1893 году составляла 2200000 руб. В санитарном отношении это производство приближается к ситцевому и, подобно последнему, не заключает в себе особенно вредно действующих на здоровье рабочих моментов; понятно, однако, что ввиду разнообразия практикуемых приемов работы и состава употребляемых материалов, а также и различия в устройстве фабрик и оборудования их теми или другими машинами, вредно действующие условия могут быть наблюдаемы и на О. фабриках. Если, однако, само производство не грешит против основ санитарной техники, то фабрикат, готовые обои, могут иногда заключать в себе вредно действующие на здоровье людей вещества (см. Мышьяк). Оклейка комнат обоями — см. Малярное дело.
Ср. Волков, "О. производство"; Exner, "Die Buntpapier und Tapeten Industrie"; Schmids, "Tapeten Fabrikation"; Charpentier, "Le Papier" ("Encycl. Fr emy").
A. П. Лидов. Δ.
| "БРОКГАУЗ И ЕФРОН" >> "О" >> "ОБ" >> "ОБО" |
Статья про "Обойное производство" в словаре Брокгауза и Ефрона была прочитана 1231 раз
| Бургер двойного помола |
| Шотландский Стовис |
TOP 15
- Волос
- Проно
- Степные животные
- Гимнастика
- Индийский океан
- Архитектура
- Сравнение, в литературе
- Манда
- Клитры
- Колесование
- Испарение
- Травоядные животные
- Оплодотворение у pacтений
- Вредные насекомые
- Электризация тел