
БНБ
"БРОКГАУЗ И ЕФРОН" (121188)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Кричный передел
Определение "Кричный передел" в словаре Брокгауза и Ефрона
Кричный передел
Кричный передел*
(Herdfrischen, affinage au petit foyer). — К. переделом называется способ получения ковкого железа посредством свежевания или очищения чугуна в кричных горнах (см. также Горн, Железо, Крица). К. процесс состоит в окислении составных частей чугуна кислородом вдуваемого воздуха и действием находящихся в горну шлаков. Чем медленнее чугун расплавляется, т. е. чем дольше он может находиться в переходном, так сказать, в кашицеобразном состоянии, тем резче сказывается окислительное действие воздуха. Поэтому белый чугун считается более пригодным для кричного процесса, чем серый и зеркальный, потому что последние при расплавлении, переходя сразу из твердого в жидкое состояние, быстро стекают вниз горна, где уже вгоняемый через фурму воздух не оказывает на них влияния. При этом железо и шлаки менее перемешиваются между собой и не могут вполне подействовать друг на друга. Содержание в чугуне графита и кремния сильно задерживает ход процесса и удаление последнего всегда сопряжено с большим угаром железа. Марганец тоже замедляет операцию, но зато влияет на очищение чугуна от вредных примесей. Сера, обусловливающая красноломкость железа, выделяется очень трудно, в особенности при легко обрабатывающихся чугунах. Фосфор считается самой опасной примесью в чугуне, так как при кричном способе почти не устраняется, а своим присутствием делает железо хладно-ломким. Горючим материалом при кричном способе служит исключительно древесный уголь, потому что он не содержит в себе вредных примесей, дает мало золы и развивает требуемую температуру в горну. Лучшим считается хорошо выжженный сосновый уголь, причем обожженный в кучах (кучный) лучше печного. Свеже выгребенный после обжига уголь растрескивается в огне, скоро сгорает и, давая очень сильный жар, сильно замедляет получение ковкого железа. Он не должен заключать много мусора, который можно удалить просеиваньем или промыванием. За ним по качеству следует еловый и пихтовый уголь, которые дают сравнительно больше золы и меньше жара. Березовый уголь, вследствие своей плотности, развивает чересчур высокую температуру. Были попытки применять торф, каменный уголь и кокс для кричного производства, но, вследствие заключающихся в них примесей, эти материалы оставлены. Кокс, кроме того, развивает чересчур высокую температуру в горне. Из примесей, применяемых в К. производстве, наибольшее значение имеют богатые железом шлаки, которые получаются попутно при К. процессе и при дальнейшей обработке крицы. Они заключают в себе 5-18% кремния и около 80% закиси-окиси железа. Шлаки действуют сильно окисляющим образом на чугун, вследствие чего происходит обезуглероживание и очищение чугуна от кремния, серы и частью от фосфора. Кроме шлаков употребляется иногда железная окалина из-под молота и вальцов. Песок и глина способствуют образованию жидких шлаков и употребляются часто при выделке К. стали, чтобы замедлять быстрое выгорание углерода. С целью удаления серы и фосфора прибавляется извести в количестве от 2 до 5%. Кроме этих очистителей надо еще упомянуть о порошке Шавгаутля, состоящем из 6 частей повар. соли и 3 частей перекиси марганца. Смесь эта образует легкоплавкий шлак, содержащий закись марганца и способствующий выделению кремния, серы и фосфора. Приборы, употребляемые при К. переделе: кричный горн, воздуходувки и молота. В зависимости от местных условий, а главным образом от качества чугуна и угля, а также от усовершенствований приемов, изменялась и форма К. горна. По наружному виду горны вообще различаются на открытые и закрытые.
КРИЧНЫЙ ПЕРЕДЕЛ.
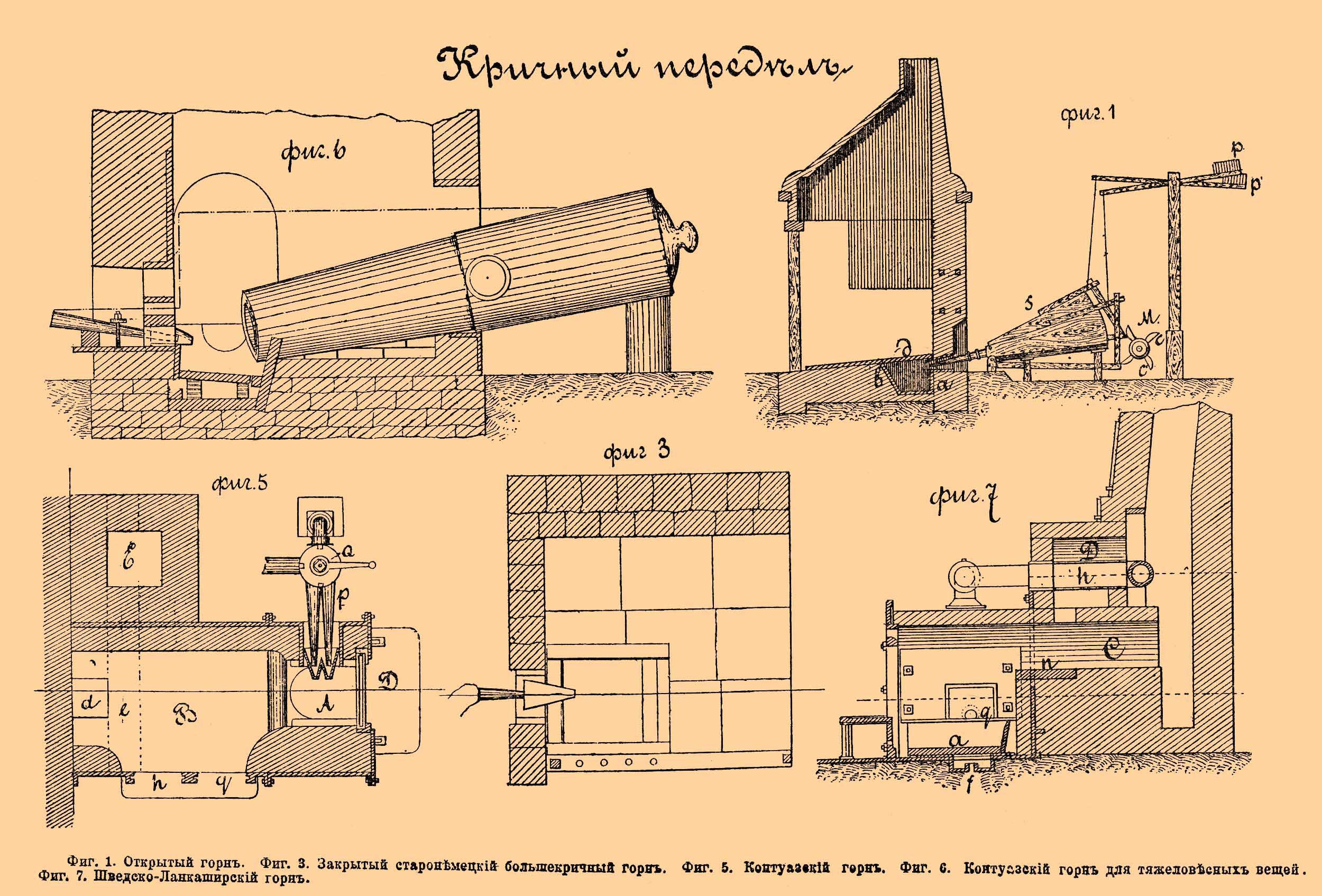
Фиг. 1. Открытый горн. Фиг. 3. Закрытый старонемецкий большекричный горн. Фиг. 5. Контуазский горн. Фиг. 6. Контуазский горн для тяжеловесных вещей. Фиг. 7. Шведско-Ланкаширский горн.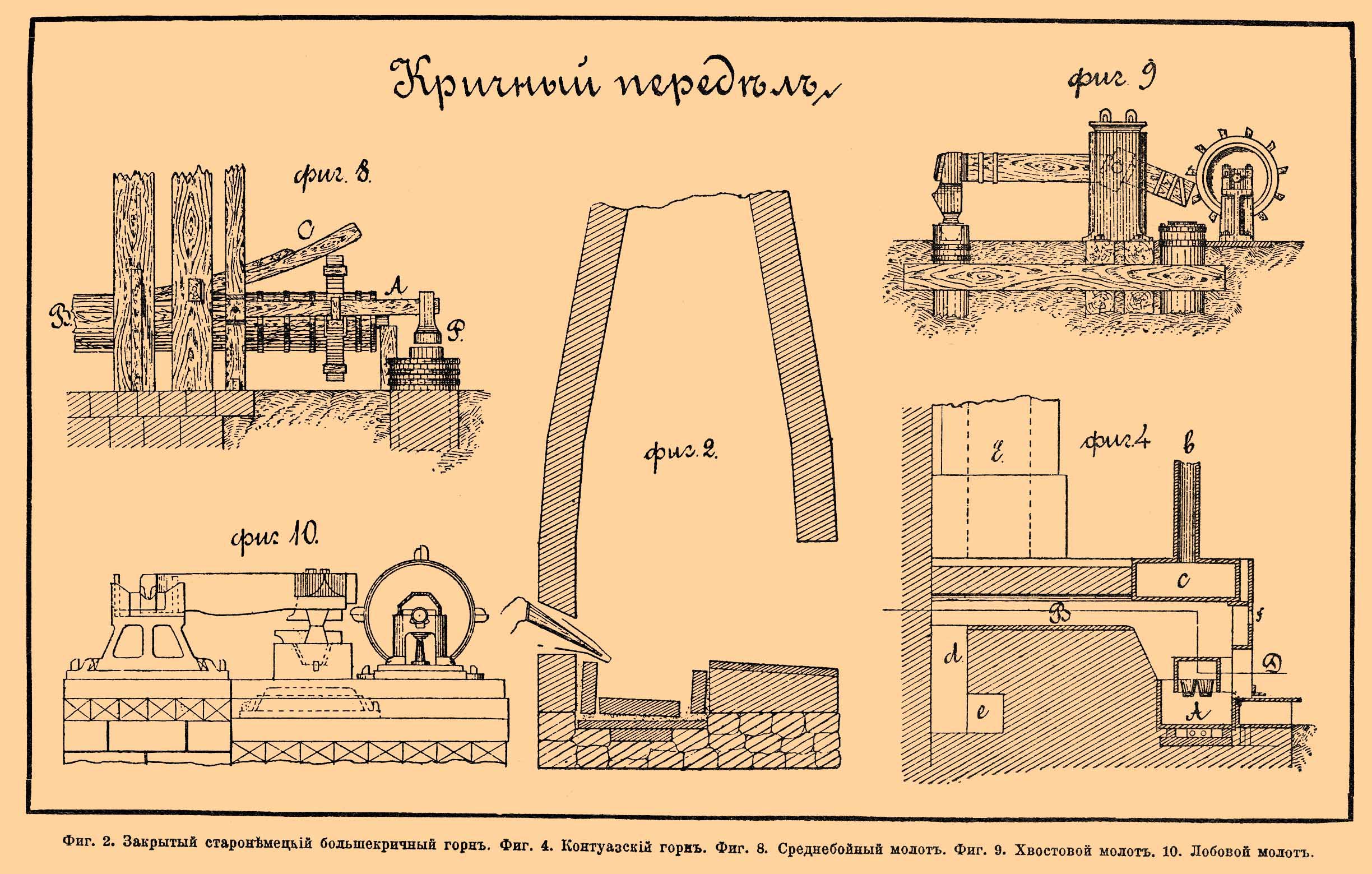
КРИЧНЫЙ ПЕРЕДЕЛ.
Фиг. 2. Закрытый старонемецкий большекричный горн. Фиг. 4. Контуазский горн. Фиг. 8. Среднебойный молот. Фиг. 9. Хвостовой молот. 10. Лобовой молот.
Фиг. 1 представляет самый простой вид открытого К. горна. Прямоугольное углубление, в виде ящика, ограничено чугунными досками: доска а, имеющая наклон вовнутрь горна и над которой помещается фурма, назыв. подфурменной; противоположная доска b, с наклоном в обратную сторону — противофурменной; из боковых досок одна наз. (с) соковой или передней, с отверстием для выпуска шлаков, другая (d), имеющая наклон из горна — задней или хвостовой. Плита, лежащая на дне горна, назыв. донной доской; она имеет уклон к соковой и к противофурменной. В отверстие задней стенки вставляется медная фурма, а в нее одно или два сопла от воздуходувной машины или воздуховальных мехов s. Последние приводятся в движение валом М, кулаками с с' и противовесами p р'. Размеры такого горна зависят от качества перерабатываемого чугуна и угля. Обыкновенно длина горна 28"-32", шир. 18"-24", глубина 6"-10". Количество обрабатываемого чугуна 4-8 пд. Закрытые горны отличаются от предыдущего тем, что все рабочее пространство их со всех сторон закрыто. Горны эти бывают без подогревателя и с подогревателем, так наз. чугунником, для предварительного подогрева чугуногорячими газами, выходящими из горна. Те и другие бывают с холодным дутьем и нагретым. Горн, снабженный чугунником, где нагревается уходящими газами, также и воздухом для нагретого дутья, представляет значительное сбережение горючего материала, способствует ускорению хода процесса и уменьшает угар железа. Фиг. 2 и 3 представляют один из простейших типов большекричного или старонемецкого горна с холодным дутьем и без подогревателя. Рабочее пространство квадр. формы: сторона квадрата 35", глубина 12" . Наклон фурмы 26°. Количество обрабатываемого чугуна 12 пд. Фиг. 4 и 5 представляют обыкновенный тип французского горна, известного под названием Контуазского (Франш-Конте). А — рабочее пространство, ограниченное чугунными досками, имеющими точно определенные наклоны и такие же названия, как и открытого горна фиг. 1; D рабочее отверстие, f отверстие для чистки нижней стороны доски воздушной камеры с от приставших шлаков. Холодный воздух, входящий в эту камеру через трубу b, прогревается и через сопла p входит в рабочее пространство посредством вентиля Q; по желанию можно вгонять в горн холодный или нагретый воздух. Пространство B, снабженное дверками h и q, служит для предварительного подогрева чугуна уходящими газами, а каналы d и е — для отвода газов в дымовую трубу Е. Контуазский горн был введен в России в 1838 г. французскими мастерами Гранмонтанами сперва на Бабаевском заводе (ныне Никольском), потом через несколько лет на Ижевских заводах и, наконец, подвергаясь — сообразно местным условиям, разным незначительным видоизменениям, быстро распространился на Урале. В 6 0 -х гг. на Нижнетуринских заводах этот горн был видоизменен для выделки железа из тяжеловесных вещей, как наприм. забракованных пушек, негодных валов и проч. Пушка дульной частью закладывалась в горн (фиг. 6) в несколько наклонном положении; чтобы задняя часть ее не свешивалась, ее подпирали деревянным брусом (чуркой). По мере расплавления конца пушки, ее подвигали все дальше и дальше, а расплавленный материал беспрерывно обрабатывали на крицу. Фиг. 7. Шведско-Ланкаширский горн с нагретым дутьем. Донная доска а охлаждается водой, накачиваемой в пространство f. Горячие газы, поступая в пространство С, подогревают чугун, помещенный на плите n, и частью уходят прямо в трубу, частью же в пространство D, где подогревают трубу h, а вместе с тем и воздух, вдуваемый в горн через фурму q. Вообще надо заметить, что успех К. работы зависит от хорошего установа рабочего пространства или центрального горна, так что если горн установлен неверно, то и при хороших материалах можно получить дурное железо. Главнейшее затруднение состоит в том, чтобы глубину горна согласовать с наклоном, который должна иметь донная доска. Этот наклон вырабатывается практикой в зависимости от сорта чугуна и угля и от величины насадки. Для Контуазского горна уклон к соковой доске равен около 20 лин., а к противофурменной ок. 18 лин.; подфурменная имеет уклон внутрь горна на 13 лин.; задняя на 3 линии из горна; противофурменная делается с уклоном из горна в 36 линий; соковая ставится совершенно прямо. Высов фурмы от подфурменной доски от 2 до 2,5 дюймов; уклон фурмы 2-2 1/2 линии. Для доставления в горн необходимого количества воздуха употреблялись раньше обыкновенные мехи, наподобие кузнечных мехов фиг. 1 табл., приводимые в движение водяным колесом, или же водостолбные воздуходувные приборы в виде тромп (см. Каталанский способ), воздуходувных бочек и т. п. В настоящее время для этой цели употребляется воздуходувная цилиндрическая машина (см. Воздуходувная машина), приводимая в движение или паром, или водяным колесом. Из всех этих приборов одни только водостолбные машины дают беспрерывную струю воздуха, прочие же гонят воздух толчками. Для устранения этого недостатка устраивают регуляторы или резервуары, куда сперва вгоняется воздух от машины, а оттуда уже, по воздухопроводу, равномерной струёй поступает в горн. При входе дутья в печь воздухопровод оканчивается соплом, т. е. конической насадкой, длиной от одного до 4 фт. при диаметре отверстия в 1-3 дюйма. Сопло всегда помещается в медную фурму, имеющую вид конического колпачка, узкое отверстие которого называется рылом или глазом фурмы, широкое — дном, а выпуклая часть — грудью. Вышина глаза фурмы от 7/8 до 1 дюйма, ширина от 1 до 1,5 дюймов, длина 9-14 дюймов. Для обжимки криц и их дальнейшей обработки употребляются молота паровые, или приводимые в движение водой. Эти последние, в зависимости от расположения оси вращения молотовища и от точки приложения силы, разделяются на: среднебойные, хвостовые и лобовые. Среднебойные (фиг. 8) имеют ось вращения на конце молотовища A, которое приподнимается вместе с головой Р, посредством кулаков, насаженных на приводный вал B. Характерную часть среднебойного молота составляет отбой или долонь С. При поднимании молота молотовище ударяет о долонь, которая своей упругостью ускоряет и усиливает удары молота. Вес головы около 20 пл., высота подъема 15-20 дюймов, число ударов в минуту 80-160. Хвостовые молота (фиг. 9) имеют ось вращения на некотором расстоянии от конца молотовища, которое захватывается сверху давящими кулаками вала. Вес головы от 6 до 15 пудов при высоте подъема около 2 футов, число ударов от 150 до 300 в минуту. Они употребляются для вытягивания полосового железа. Лобовые молота (фиг. 10) отличаются тем, что ось вращения и точка приложения силы находятся на противоположных концах. Они служат исключительно для обжимки криц, и поэтому вес их доходит от 300-350 пл. Высота подъема 2 фт., число ударов от 40-100 в минуту. К. производство состоит главным образом из двух операций: 1) из получения в горну железной крицы и 2) из механической обработки крицы под молотом. Процесс получения крицы состоит: а) из расплавления чугуна в горну, причем он теряет некоторую часть кремния и вследствие этого отбеливается, б) из очищения чугуна от других примесей действием кислорода вдуваемого воздуха и в) из обезуглероживания массы, т. е. получения готовой крицы. В зависимости от чистоты чугуна, от его предварительной подготовки и от требуемой степени обезуглероживания крицы, чугун подвергается в горну или всем трем операциям, или же которая-нибудь из них является лишней. На этом основании все способы К. передела можно разделить на три группы. В I-ой все операции совершаются в одном и том же горну; это так называемый немецкий способ. Сюда относятся главнейшие видоизменения: а) шведский или обыкновенный немецкий фиг. 1 и 2, б) контуазский (Франш-Конте) фиг. 4 и 5, в) малокричный, гарцский, г) венгерский (Раницкий). II. Здесь перерабатываются очень чистые сорта чугуна, который уже после одного сплавления приобретает те же свойства, какие при немецком способе достигаются второй операцией. Сюда относится валонский способ, который характеризуется тем, что получение крицы и ее прогревание для обработки совершается в двух горнах. Этот способ подразделяется на: а) шведский валонский, б) англо-валонский или ланкаширский, в) шведско-ланкаширский, г) южно-уэльский и д) эйфлер-валонский. III. К. способ без подъема, когда легко обрабатывающиеся чистые чугуны подвергаются только второй операции для получения К. стали, не требующей обезуглероживающего процесса. Сюда относятся: а) способы без предварительного подогрева чугуна, как, напр., австрийский, штирийский, зигенский и осмундский и б) способы с предварительной подготовкой, как, напр., каринтийский, ломбардский и зальцбургский. Различия всех главнейших способов К. передела изложены в ст. Горн (см.), что же касается экономической стороны процесса, то она для всех способов одинакова. Весь процесс получения железа из чугуна состоит в удалении из него углерода и других примесей. Цель эта достигается кислородом вдуваемого воздуха и шлаками. Чугун при расплавлении, проходя мимо фурм, лишается части углерода и кремния. От взаимодействия окислов кремния и железа получается кремнекислая закись железа, образующая шлак, который, стекая вместе с чугуном вниз, производит дальнейшее окисление оставшихся примесей. Результатом этого окисления являются жидкие и бедные железом шлаки, которые выпускаются из горна через отверстие в соковой доске. Оставшаяся в горну полужидкая масса при следующем подъеме снова расплавляется перед фурмой и опять теряет некоторое количество примесей, причем окисляется значительное количество железа и образуется шлак, богатый его окислами. Этот шлак производит дальнейшее окисление примесей. При конце операции, вследствие добавки в горн богатых шлаков, окончательно удаляются все примеси, действием же сильного дутья образовавшиеся железные окислы энергично обезуглероживают крицу. Механическая обработка крицы состоит из обжимки и проковки ее. Обжимание крицы имеет целью выжать шлак, который остался еще в жидком виде в промежутках между частицами железа. Для этого вынутую крицу из горна обжимают сперва слабыми и редкими ударами лобового молота, чтобы дать возможность выдавиться всем шлакам. Потом более частыми ударами уплотняют всю массу, поворачивая при этом крицу на наковальне так, чтобы она приняла вид продолговатого бруска. Обжатую крицу подогревают еще раз в том же горну или в особой подогревательной печи и обжимают ее вторично (пробивают), придавая куску квадратное сечение (от 6" до 8" в стороне). Таким образом отделанная крица носит название К. куска или К. болванки. К. болванку потом опять подогревают в сварочных печах и проковывают, а чаще всего прокатывают в полосы, называемые красными болванками. Размеры красной болванки зависят от дальнейшего ее назначения; так, напр., для кровельного железа она имеет 3"-4" в ширину и 1" в толщину; для котельных листов ширина 7 1/2 " и толщина 1 1/2".
Литература: Rinmann, "Geschichte des Eisens"; Tunner, "Die Stabeisen und Stahlbereitung"; Carl Hartmann, "Hohofen und Hammermeister"; Wedding, "Die Darstellung des schmiedbaren Eisen"; Karsten, "Handbuch der Eisenhüttenkunde"; Kerpely, "Bericht über die Fortschritte der Eisenhü ttentechnik" и "Die Anlage und Einrichtung der Eisenh ütten"; Durre, "Das Eisenhüttenwesen"; Ledebur, "Handbuch der Eisenhüttenkunde"; Percy, "Traité complet du Metallurgie"; "Горный Журнал": 1836 г., V, 146; 1838, I, 129; 1842, II, 468; 1846, II, 443 и III, 172; 1850, II, 325; 1852, IV, 83; 1855, I, 115; 1858, III, 116; 1866, IV; 1867, I, 1; 1869, I; 1876, II, 101; 1889, III, 267; 1890, I, 244.
А. Ржешотарский. Δ.
| "БРОКГАУЗ И ЕФРОН" >> "К" >> "КР" >> "КРИ" >> "КРИЧ" |
Статья про "Кричный передел" в словаре Брокгауза и Ефрона была прочитана 1857 раз
| Яйца в кляре |
| Яйца в кляре |
TOP 15
- Волос
- Проно
- Степные животные
- Гимнастика
- Индийский океан
- Архитектура
- Сравнение, в литературе
- Манда
- Клитры
- Колесование
- Испарение
- Травоядные животные
- Оплодотворение у pacтений
- Вредные насекомые
- Электризация тел