
БНБ
"БРОКГАУЗ И ЕФРОН" (121188)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Ковка
Определение "Ковка" в словаре Брокгауза и Ефрона
Ковка — Кованием или К. называется такая механическая обработка, посредством которой тягучий металл в нагретом состоянии уплотняется, сращивается, или получает желаемую форму. В нашей статье будет описана только ковка железа и стали. Сообразно своему назначению, К. принимает разные названия и, вместе с тем, изменяются и способы самой обработки. К., при которой происходит уплотнение и сварка частиц, а также выделение шлаков из тестообразной железной массы (крицы), называется обжимкой криц (см. Кричный передел). Если К. сращиваются пакеты, состоящие из отдельных кусков нагретых до вара, то она называется сваркой (см. Сваривание). Обыкновенной же К. называется уплотнение и придание желаемых форм предмету. В зависимости от величины обрабатываемых изделий, ковка разделяется на ручную и на механическую. Главной и необходимой принадлежностью при К. служит наковальня и молот производящий своими ударами требуемое действие. В кузнечном деле употребляются небольшие ручные молотки, которыми кузнец, сам один, или с помощью молотобойцев, обрабатывает данный предмет. Для К. более крупных вещей устраиваются молоты, приводимые в действие паром или водой. Нераздельной принадлежностью механического молота есть наковальня, или нижний боек, на котором покоится предмет, назначенный для К. Оставляя в стороне описание молотов разных систем (устройство и действие), о чем будет сказано подробно в статье Молот, упомянем только, что, вообще, паровой молот состоит из железного штока, на нижнем конце которого находится утолщение, называемое головой, верхним бойком или бабой, на верхнем же — поршень, который движется в паровом цилиндре, укрепленном на прочной станине. Величина и форма его зависят от размеров обрабатываемой штуки (болванки). При К. под паровым молотом необходимы разные приборы для подачи предметов под молот и поддерживания их во время самой К. Для небольших предметов служат обыкновенные кузнечные клещи, которыми кузнец захватывает нагретый кусок, вынимает его из горна, или печи, подносит под молот, кладет на наковальне и поворачивает предмет во время ударов молота. При К. более крупных изделий по обеим сторонам молота устанавливают подъемные краны (ручные, паровые, а при пресс-молотах даже гидравлические; см. Краны). Они служат для посадки болванки в печь, переноса под молот и поворачивания ее во время К. Вспомогательным прибором при этих манипуляциях служит державка, состоящая из прочного, длинного стержня (фиг. 1), имеющего на одном конце 4 лапы, которые захватывают болванку, а на другом — рукоятку, для поддерживания болванки рабочими на весу.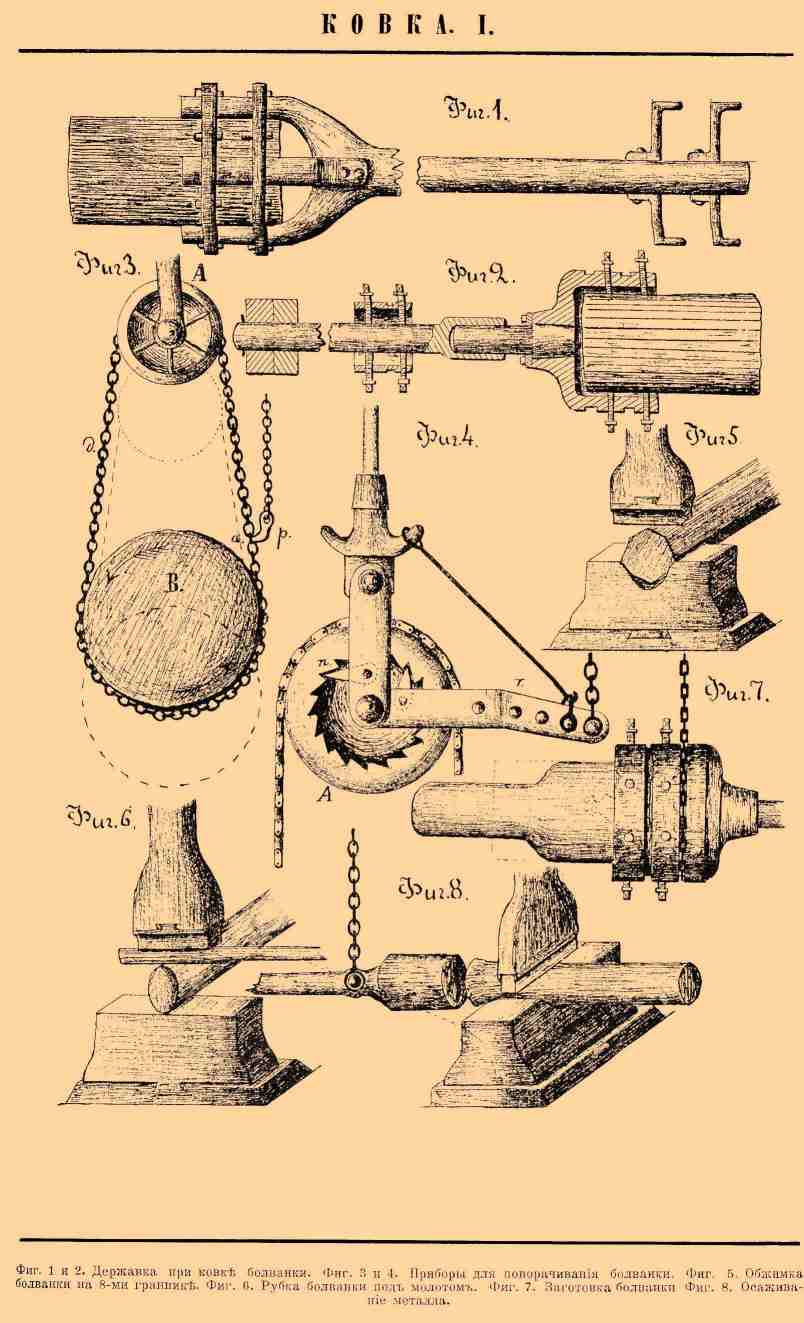
КОВКА I.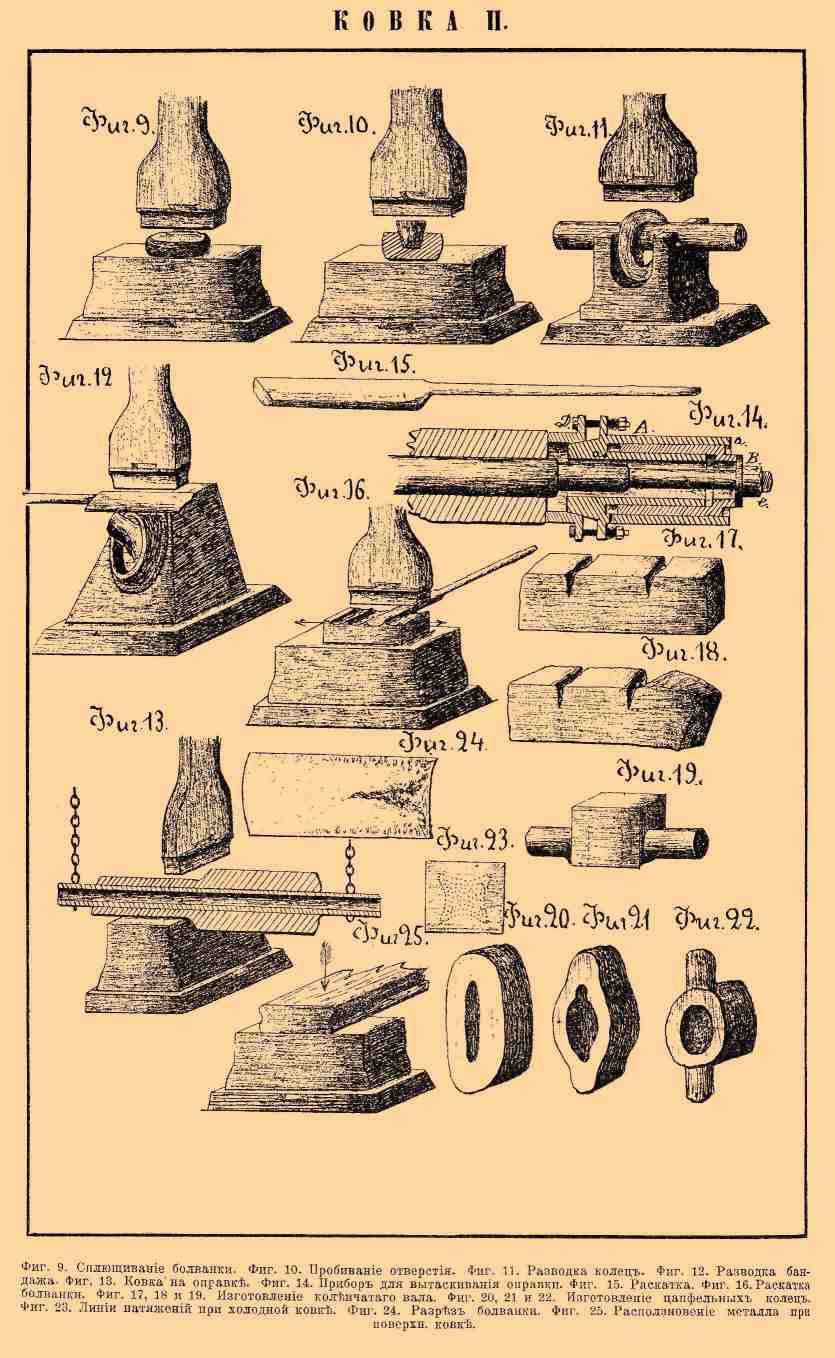
КОВКА II.
Для прочности на лапы надевают кольца, между которыми помещается цепь подъемного крана. Более удобная державка представлена на фиг. 2, где вместо лап на стержне помещен патрон с прочными болтами, посредством которых в нем укрепляется болванка, а на другой конец стержня, для противовеса, свободно надеваются кольца. Поворачивание при К. болванки совершается, или вручную посредством клещей, ломиков, или державки, или все движения совершаются посредством машины крана. Один из самых простых способов представлен на фиг. 3. Болванка В, подвешенная на блоке А посредством бесконечной цепи D, поднимается сперва немного вверх, потом крючком p задевают за одно из звеньев a бесконечной цепи и при обратном опускании блока точка a остается неподвижной, а левая сторона цепи, опускаясь вниз, заставляет болванку переваливаться, как показано на чертеже. Фигура 4 представляет похожий прибор, где поворот совершается посредством рычага r и собачки n. Поднимая и опуская рычаг r, посредством особого гидравлического прибора поворачивается блок А, а вместе с тем и болванка. Чтобы отковать какой-нибудь предмет из отлитой стальной болванки, необходимо ее сперва нагреть до известной степени, для чего вблизи молота устраиваются нагревательные печи или горны. Число, форма и величина печей зависит от данного производства и размеров нагреваемых предметов. Для мелких вещей довольствуются обыкновенными кузнечными горнами (см. Горн). Для более крупных болванок пользуются сварочными печами, нагреваемыми дровами, или каменным углем, а для нагревания больших болванок устраивают газовые печи. Сперва печку разогревают до темно-красного каления, а потом помещают в нее горячую болванку. В холодной болванке внутренние слои всегда находятся в более или менее напряженном состоянии, вследствие условий, при которых затвердевала болванка после отливки. Если холодную болванку положить прямо в горячую печь, то наружные слои, нагреваясь и удлиняясь, скорее тянут за собой мало податливые, напряженные внутренние и вызывают в них трещины. Лучше всего не давать болванке после отливки остывать ниже темно-красного каления и, сейчас же после вынимания из формы, посадить ее в печь для нагревания. Если бы болванке, по каким-нибудь причинам, пришлось дожидаться нагрева, тогда нужно ее зарыть в горячий мусор для более медленного остывания, а в случае, если сильно остынет, то необходимо предварительно подогреть ее на полу мастерской. Даже во время подогрева на полу получаются иногда внутренние трещины, о появлении которых узнаем только благодаря сопровождающему их звуку. Чтобы избежать такой порчи болванки, следует ее вначале подогревать только с концов; тогда нагревание будет идти по направлению оси болванки, от ее концов к середине, и расширение всех концентрических слоев будет совершаться равномернее. Предварительный подогрев достаточно доводить приблизительно до 300°, что легко узнать по дыму и зажиганию масла, налитого на поверхность болванки. В зависимости от величины болванок их кладут по несколько (или одну) в печь и вначале держат жар небольшой, а потом постепенно увеличивают и доводят нагрев до требуемой степени. Чем сильнее нагрев, тем сталь делается мягче, легче ее обрабатывать под молотом и тем успешнее идет ковка. Однако, этим злоупотреблять весьма опасно. Как увидим дальше, чем выше нагрета сталь, тем она имеет большее стремление при остывании к кристаллизации, которая иногда, при благоприятных условиях, может развиться так сильно, что уменьшится связь между отдельными кристаллами (зернами), и довольно будет одного или нескольких ударов молота, чтобы разъединить эти зерна. При этих условиях болванка при ковке получает надрыв, трещину, а иногда даже отваливается целыми кусками. Такое явление называется перегревом стали. Надо отличать выражение перегрев от пережога стали, так как перегрев представляет только особое крупнозернистое сложение стали, между тем пережог влияет на изменение ее химического состава и имеет место тогда, когда сталь находится долгое время под действием печных газов, при сварочном жаре, а вследствие этого сталь мало-помалу теряет свой углерод и приближается к железу. Такая сталь уже никуда не годится, между тем как перегретую можно еще поправить. Чем тверже сталь, тем больше она стремится к кристаллизации и тем ниже температура, при которой она кристаллизуется. Поэтому степень нагрева надо сообразовать с твердостью стали. Мягкая сталь переносит ковку даже при сварочном жаре, около 1300° Ц., между тем твердую инструментальную сталь выше 1000° Ц. ковать уже опасно. Для средних сортов стали температура 1000° Ц. совершенно достаточна для ковки и вполне надежна. Низкая температура тоже не годится для ковки. Во-первых, она сильно затрудняет обработку, а во-вторых — при перемещении малоподвижных частиц, во время ковки, образуются сильные натяжения, которые иногда вызывают внутренние надрывы и трещины. Надо вести нагрев таким образом, чтобы внутренняя часть болванки успела прогреться надлежащим образом, и хотя наружные слои всегда прогреваются сильнее, но это уравновешивается быстро вследствие их охлаждения во время ковки. Вообще, для успешной ковки надо принять за необходимое правило, что кроме степени нагрева имеет очень важное значение и равномерность нагрева. Для этого после посадки болванки в печь, надо температуру поднимать очень медленно, наблюдая, чтобы болванка нагревалась одинаково со всех сторон. Время нагрева зависит главным образом от величины болванки и от жаровой способности печи. На Обуховском заводе для нагрева 1800-пудовой болванки требуется около 27 часов, для 900-пудовой около 12 часов, для 300-пудовой около 8 часов. Стальная болванка не представляет одного сплошного и однородного тела, но переполнена внутри раковинами и различной величины и формы пустотами, размещенными в разных местах болванки. Для уплотнения, или, по крайней мере, сжатия этих пустот, тотчас после выдачи болванки из печи, ударами молотка обковывают ее кругом, начиная сперва от середины к нижнему концу болванки, а потом таким же образом к верхнему, прибыльному. Эта операция носит название "обжимки болванки". Образовавшаяся окалина на поверхности болванки, во время ее нагрева, частью сама отваливается при обжимке, частью же отбивается ломиками и счищается метлой. Вследствие необходимости такой обжимки, болванка отливается значительно большего поперечного размера и веса, сравнительно с откованным предметом. Отношение площади поперечного сечения болванки к площади готового изделия принимали раньше от 6 до 10. Теперь, при более плотных отливках, довольствуются отношением от 3 до 4. Обработку стальной болванки под молотом можно разделить на две части: на заготовку и на окончательную отделку.
I. Заготовка имеет целью уплотнить болванку и придать ей в грубом виде такие размеры и формы, какие необходимы для окончательного изготовления обрабатываемого изделия. Сообразно требуемым изделиям и употребляемым для них болванкам, изменяются формы и размеры заготовок и способов К. Заготовки по виду разделяются: на заготовку сплошных цилиндров, пустотелых цилиндров, колец, заготовку плоских вещей, и т. п. Способы К. при этом тоже имеют различные названия. Заготовка сплошных цилиндров. При такой заготовке обжимка болванки производится на вырезном нижнем бойке (фиг. 5), где после каждых нескольких ударов молота ее поворачивают на 1/8 оборота и, после образования восьмигранника, подвигают на ширину верхнего бойка и продолжают К. Когда, таким образом, обожмут всю болванку, ее опять подвигают на старое место и, ударяя молотом по граням, образуют шестнадцатигранник. Сообразно диаметру цилиндра продолжают К., пока болванка не примет надлежащих размеров. При такой обработке она уменьшается в диаметре, а металл при обжимке перемещается по направлению оси, и вследствие этого болванка удлиняется, вытягивается, отчего и самую обработку называют вытягиванием. В случае, если при таком вытягивании заметят на поверхности болванки трещины, или другие пороки, тогда останавливают К., пока их не вырубят кузнечными зубилами. Верхний конец, так называемый прибыльный, заключающий в себе всегда пустоты, считается негодным для употребления и потому 1/4 по весу болванки отрубается, что носит название отрубки прибыли. Для рубки употребляется стальной топор, который накладывается на верх болванки и вдавливается молотом в ее тело (фиг. 6). Потом на верх топора накладываются бруски квадратного сечения и продолжают нажимать молотом, пока топор не углубится до половины тела болванки; наконец, ее поворачивают на 180° и таким же образом продолжают рубку с противоположной стороны. Подобным образом разрубается на части заготовленная болванка, когда она предназначается для изготовления нескольких предметов. При заготовке больших изделий молот за один нагрев не успеет обжать и заготовить всей болванки, поэтому сперва обжимают и заготовляют нижнюю половину болванки (фиг. 7), потом переносят державку на отделанный уже конец, подогревают остальную часть болванки, обрабатывают ее таким же самым образом, и, наконец, отрубают прибыль. Если цилиндр должен иметь на конце уступы, или фланцы, диаметр которых больше, чем поперечник болванки, тогда после обжимки болванки и отрубки прибыли нижний боек удаляется прочь, а на его место устанавливается болванка стоймя (на попа) и ударами молота осаживается, причем диаметр ее, в особенности на концах, увеличивается. Для выковки вала меньших размеров, или такой длины, что он не помещается стоймя под молотом, пользуются услугами так называемой балды, подвешенной на цепи (фиг. 8), посредством ударов которой осаживают конец вала. Для заготовки изделий кольцеобразной формы, как, например бандажей, скрепляющих орудийных колец и проч., сперва, как было сказано выше, болванку обжимают, вытягивают, очищают от окалины и трещин, отрубают прибыль и разрубают на куски; после вторичного нагрева каждый кусок немного осаживают, или сплющивают в виде лепешки (фиг. 9). Потом пробивают отверстие посредством пробоя или прошивня, вдавливая его сперва с одной стороны до половины, потом, повернув болванку — с другой (фиг. 10). Дальнейшая обработка кольца, т. е. разводка, производится уже на оправке в особой стойчатой наковальне (фиг. 11). Разводку бандажных шин производят на особой наковальне с рогом, где, кроме того, посредством раскатки а (фиг. 12), делают выступ, называемый ребордой. Для изготовления более длинных пустотелых цилиндров, как, например, скрепляющих орудийных оболочек, сперва отрезают на токарном станке прибыльную часть болванки, потом высверливают вдоль оси насквозь отверстие около 30 см в диаметре и, после нагрева болванки, просовывают в отверстие железный пустотелый стержень и на нем ее обжимают (фиг. 13). Такая обработка носит название К. на штревеле. Чтобы стержень не нагревался и не сжимался вместе с болванкой, внутри него постоянно циркулирует вода. Когда К. окончена, вынимают штревель из цилиндра посредством особого прибора (фиг. 14), представляющего собой гидравлический пресс, или домкрат. Он состоит из пустотелого цилиндра А с двойными стенками а и а 1, между которыми пускается вода для выдвигания второго цилиндра В, который упирается в гайку С, навинченную на конец штревеля. На другом конце цилиндра А укреплена муфта D, упирающаяся в откованную оболочку. Вода выдавливает цилиндр В, который тянет за собой штревель. Заготовка для вещей прямоугольного поперечного сечения производится на плоских наковальнях, где, после предварительной обжимки, болванку сплющивают сперва наплоско, потом поворачивают на 90° и куют на ребро. Надо заметить, что вообще при ударе молота удлинение совершается по направлению ее оси, по перпендикулярному же направлению перемещению частиц мешает трение о поверхность бойка и наковальни. Чтобы К. расширить размеры болванки по этому последнему направлению, раздают металл посредством раскатки. Для этого на поверхность болванки, по направлению ее оси, накладывают полуцилиндрический валик, называемый раскаткой (фиг. 15), и ударом молота вдавливают его в тело. После такой раскатки по всей поверхности болванки металл расползается по направлению стрелки (фиг. 16), а причиненные неровности выглаживаются потом ударами молота. Такой обработке подвергаются броневые плиты. Для изготовления коленчатого вала, заготовляется сперва прямоугольный брус, в котором, посредством топора, делают два надреза (фиг. 17). Потом молотом отгибают оба конца (фиг. 18), отрубают топором (как показано пунктиром) образовавшиеся выступы и, наконец, обжимают, закругляют и отделывают шейки (фиг. 19). Эта сложная работа требует много времени, частых нагревов, ловкости и опытности кузнеца. Вырез, показанный на чертеже пунктиром, производится на долбежном станке. Цапфельное кольцо (с шейками) для орудий заготовляется следующим образом. Отрезанный диск от болванки сплющивают, после нагрева, под молотом в продолговатый брус и пробивают в нем продольную щель (фиг. 20) посредством клинообразного прошивня. Потом коническими оправками расширяют постепенно эту щель (фиг. 21), пока отверстие не примет круглой формы, и, наконец, на горизонтальной оправке разводят до надлежащих размеров (фиг. 22). Вообще для разных предметов требуются разные заготовки. От умелости выбора приемов, от рациональной последовательности переходов из одной формы в другую, в особенности при более сложных конструкциях, зависит успешность К. и уменьшение расходов на лишний нагрев и угар металла.
II. Окончательная отделка. После заготовки предмет имеет довольно грубую и неровную поверхность, для выравнивания которой оставлен некоторый запас против требуемых размеров. Для этого предмет очищают еще раз зубилом от всех трещин, волосовин и легкими и частыми ударами молотка проходят кругом всю его поверхность. Наконец, окончательно проверяют предмет посредством кронциркулей, линеек, или шаблонов и, если окажется надобность, его выправляют и т. п. Для придания более чистого и гладкого вида употребляются разного рода гладилки и штампы, а иногда во время ударов молота поливают поверхность водой, вследствие чего приставшая окалина лучше отскакивает и предмет выходит чище. Такое выглаживание производится всегда в самом конце, когда изделие уже остыло до буро-красного каления и поэтому носит название холодной К. или наклепки. После наклепки замечаются всегда такие же явления, как и при закалке, т. е. металл делается тверже и менее тягуч и образуются внутренние натяжения. Вследствие малой подвижности металла, при сильной наклепке, нарушается связь между частицами и даже иногда получаются внутренние трещины. Если отполированный разрез сильно наклепанного бруска подвергнуть действию слабой кислоты, то образовавшийся при этом рисунок (фиг. 23) прямо показывает на внутреннее изменение металла. Вначале предполагали, что наклепка увеличивает абсолютную плотность стали однако, дальнейшие опыты показали обратное. Так, например, при волочении проволоки, после первого прохода через волочильную доску, плотность ее уменьшилась с 7,839 до 7,836; после второго до 7,791, после третьего до 7,781. Кстати заметить, что при наклепке меди или серебра получаем результаты совершенно противоположные. Так как влияние наклепки аналогично закалке, то, чтобы придать металлу желаемую твердость и упругость, очень часто прибегают к наклепке. При изготовлении таких изделий, как, например резцы, инструменты, клинки и пр., этот способ оказывает большую услугу, но что касается более крупных вещей, при которых получается только поверхностная наклепка, вызывающая внутренние натяжения, этот способ, вместо пользы, приносит изделию только вред. Лучшим доказательством служит пример изготовления локомотивных или вагонных осей, у которых шейки отделаны штамповкой. При пробе на изгиб таких осей часто случается, что при ударе груза по середине оси отламывается ее конец, как раз в том месте, где была отштампована шейка. Хотя все эти вредные натяжения можно уничтожить, или, по крайней мере, уменьшить отжигом (см. Отжиг стали), однако никто не может поручиться, что во время самой наклепки не образовались уже трещины, которых отжиг исправить не в состоянии. При изготовлении более сложных поковок, где неизбежно применять штамповку, гораздо лучше совершать это при высоком нагреве, тем более, что сталь в раскаленном состоянии хорошо выдерживает штампование и отчетливо воспроизводит форму штампы; чтобы воспрепятствовать образованию натяжения, надо делать ее в несколько приемов, каждый раз подогревая сталь до надлежащей температуры. После обработки болванки под молотом, не прибегая даже к наклепке, всегда появляются внутренние натяжения, происшедшие вследствие неравномерного остывания концентрических слоев, и вследствие того, что разные части болванки приходится ковать при разных температурах. Чем больше диаметр откованной болванки и чем резче переход от одной формы к другой, тем неравномернее происходит остывание и тем резче будут проявляться внутренние натяжения. Для избежания трещин и искривления откованных изделий, зарывают их сейчас же после К. в горячий мусор. Подобное зарывание может принести пользу, когда вещь довольно простой формы и когда она еще красная. В противном случае надо непременно подвергать изделие отжигу, т. е. осторожно его подогреть до температуры около 700°, затем, замазав печь, дать ему медленно остыть до полного охлаждения. Выше было упомянуто, что назначение К., кроме сообщения требуемой формы, заключается еще в уплотнении металла вследствие пороков, встречаемых внутри болванки. Газовые пузыри, образующиеся при затвердевании стали, размещаются, главным образом, снаружи (фиг. 24). Большинство из этих пузырей, имея сообщение с окружающей атмосферой, окисляется под действием печных газов и покрывается внутри слоем окалины, которая не дозволяет им свариваться при обжимке болванки под молотом, а потому они только сплющиваются в виде прослоек и вытягиваются в виде волосовин. Толщина рыхлого слоя откованного предмета зависит от величины пузырей, глубины их размещения в болванке и от большей или меньшей обработки под молотом. Поэтому всякое откованное изделие, подвергающееся окончательной отделке на токарных или строгательных станках, должно иметь соответствующий запас металла, для удаления рыхлого слоя. Чтобы получить чистую и гладкую поверхность, достаточно оставить, для удаления рыхлого слоя запас на обточку толщиной в ½" для больших и от ¼" до ⅛" для мелких предметов. Кроме уплотнения пороков в болванке, К. изменяет и свойства самого металла. Если сравнить изломы кусков стали, взятых от одной и той же болванки до и после ее проковки, то они представляют большую разницу. Первый из них крупнокристаллический с блестящими и сильно развитыми плоскостями отдельных зерен, второй же мелкозернистый, матовый и как бы аморфного сложения. Испытывая на разрыв эти бруски, оказывается, что как упругость и прочное сопротивление, так и удлинение кованного бруска гораздо больше. Так, например, механические испытания бессемеровской стали от одной и той же болванки дали следующие результаты:
| До ковки | После ковки | |
| Упр. сопротивление на кв. мм Абсол. сопротивление на кв. мм Удлинение | 24,1 кг 45,0 кг 8% | 11,5 кг 59,8 кг 5% |
Поэтому долгое время полагали, да еще и до сих пор многие такого убеждения, что К., вследствие своего сильного давления, производит сближение частиц между собой, их сжатие, а тем самым и уплотнение самого металла, и благодаря только такому действию, сталь приобретает другие свойства. Придавая К. такое значение, старались подвергать болванку как можно большей обработке и давать по возможности большее отношение площади поперечного сечения болванки к площади изделия. Однако, более тщательные исследования не оправдали этого взгляда. Во-первых, опыт показал, что удельный вес кованной стали меньше, чем литой. Еще в 60-х годах Н. В. Калакуцкий доказал, что удельный вес литой стали, при отсутствии пороков, есть предел ее уплотнения и что К., увеличивая гравиметрическую плотность болванки, уменьшает ее абсолютную плотность. Из его опытов видим, что удельный вес куска стали от литой болванки равен 7,852; удельный же вес куска от этой болванки после нагрева его до светло-красного каления и хорошей проковки равнялся 7,846. Во-вторых, что повторительные нагревы и проковка не влияют уже на увеличение сопротивления и вязкости. В-третьих, что простым нагревом до известной температуры и соответственным охлаждением можно достигнуть таких же результатов относительно структуры, повышения упругости и вязкости металла. Это последнее явление было впервые замечено Д. К. Черновым и опубликовано в "З. И. Т. Общества", 1868 г. Этот факт объясняется тем, что сталь при нагревании, начиная с некоторой температуры, принимает воскообразное состояние, т. е. что отдельные зерна ее размягчаются и слипаются между собой в виде тестообразной несжимаемой массы. Если станем охлаждать эту массу, тогда частицы опять собираются в отдельные зерна или кристаллы и эта группировка продолжается до тех пор, пока сталь не остынет до некоторой определенной температуры около 700°, ниже которой кристаллизация совершаться уже не может (см. Критические точки стали). Чем более нагрета сталь, т. е. чем больше размягчена, и чем медленнее и спокойнее она остывала, тем более свободы и времени имели частицы для этой группировки. Если же во время этого охлаждения воспрепятствуем частицам свободно собираться в отдельные зерна ударами молота или вальцовкой, или посредством быстрого охлаждения не дадим времени к подобной группировке, или, наконец, если сталь нагреем только до температуры и позволим ей медленно остывать от этой температуры, ниже которой кристаллизация невозможна, то во всех этих случаях получим более или менее мелкозернистое сложение. Если остановить ковку при температуре выше 700°, то группировка частиц опять возможна и структура стали будет зависеть от этой температуры. Если же, наконец, нагреем болванку до очень высокой температуры и позволим болванке некоторое время остывать без ковки, то кристаллизация может принять такие размеры, что сталь теряет свойства ковкости и носит название перегретой стали. Надо заметить, что эти замечательные исследования были сделаны г. Черновым еще в 60-х гг., и что они послужили исходной точкой для всех дальнейших исследований и теперешних теорий стали. Таким образом, на перемену структуры, от которой зависит вязкость и прочность стали, имеет влияние главным образом степень нагревания и условия остывания. Ковка препятствует кристаллизации и уплотняет пороки в болванке. Для успешности ковки надо стараться ковать быстро, чтобы не оставлять какого-нибудь места болванки долгое время без ударов молота. Поэтому при обжимке и вытягивании больших болванок, лучше довольствоваться зараз меньшей степенью обжимки и обрабатывать их в несколько приемов, проходя ударами молота каждый раз всю нагретую часть. Кроме того, нельзя допускать, чтобы болванка, нагретая до высокой температуры, дожидалась долго ковки или остывала в печке. При таких благоприятных условиях кристаллизация совершается очень быстро и болванка получает свойства перегретой стали. Лучше тогда дать болванке спокойно остыть, снова ее нагреть до надлежащей температуры и затем ковать. При обработке стальных болванок имеет очень важное значение, как с экономической стороны, так и относительно влияния ковки на качество изделия, сила молота, т. е. отношение веса бьющей части к весу обрабатываемой болванки. Если принять вес бабы G и вес болванки g, то общепринятое отношение G/g = 2 доходит до 1. Однако, это отношение очень условное и зависит от многих причин, главным образом от формы изделия, приемов ковки, сорта стали, допускающей более или менее сильный нагрев и, наконец, от приспособлений, имеющихся при молоте. Для обжимки болванок или для изготовления цилиндрических валов отношение G/g = 1 может быть допускаемо только в крайних случаях; вообще, для успешности действия куют при отношении 2. Так, например, под 5-тонным молотом можно свободно отковать орудийную трубу из болванки в 3 тонны, но для изготовления такого же веса коленчатого вала, следует употребить, по крайней мере, 15-тонный молот. Чем тяжелее молот в сравнении с весом болванки, тем энергичнее идет ковка и тем глубже передается давление внутренним слоям болванки. Слабые удары передаются только поверхностным слоям, которые поэтому уплотняются и вытягиваются больше внутренних и откованная болванка при этих условиях имеет вогнутые концы (фиг. 25). Подобного рода явления замечаются чаще всего на ковке больших болванок. Поэтому для их успешной ковки приходится иметь громадных размеров молоты или же прибегать к частым подогревам. В настоящее время для ковки стальных болванок стали применять гидравлические прессы, называемые пресс-молотами или жомами. Отлагая описания устройства и действия разных систем жомов, о чем будет подробно сказано в статье Пресс-молот, представителем которых есть ковальный пресс Витворта (см. Витвортов жом), сравним только в общих чертах действие парового молота и жома на болванку. Мгновенный удар молота, с громадной вначале живой силой и с полнейшей потерей в конце своего действия, распространяясь по верхней плоскости болванки, переходит по реакции и на нижнюю, соприкасающуюся с наковальней; промежуточные же слои, исполняя только передаточную роль, перемещаются, а вместе с тем и уплотняются гораздо меньше. Жом, с момента соприкосновения бойков с болванкой, своим растущим от 0 до 3 тонн давлением передает его, во все время нажимания, одинаково всем слоям металла. Расползанию наружных слоев металла, в плоскости нормальной к направлению давления, мешает трение о поверхности бойков, и вследствие этого, во время давления жома, главным образом перемещаются частицы внутренних слоев, которые уплотняются больше наружных, т. е. жом производит действие обратное молоту. Это, впрочем, может быть устранено применением более узких бойков. Предположение лучших качеств металла, откованного под жомом, чем под молотом, пока еще не оправдывается, тем более, что качество плотного металла зависит, главным образом, от температуры нагрева болванки, от температуры, при которой была остановлена ковка и от условий, при которых остывала болванка. Жом имеет большое преимущество перед молотом в экономическом отношении, так как он ускоряет К. в несколько раз в сравнении с молотом. Однако, надо заметить, что силой жома чересчур нельзя злоупотреблять. Очень большой сразу нажим делает на поверхности складки и наплывы металла, а при недостаточном нагреве возможны надрывы и трещины в сердцевине болванки. Подобным образом, как при К. под молотом, лучше довольствоваться и здесь небольшими нажимами и стараться поскорее пройти всю нагретую часть болванки. Если наклепка, т. е. К. при сравнительно низкой температуре под молотом, имеет дурное влияние на качество металла, вследствие образования внутренних натяжений, то тем более при К. под жомом она не должна быть допускаема. Кроме того, надо стараться по возможности хорошо прогревать центральные слои болванки, которые претерпевают самую большую работу при давлении жома. Потеря или угар металла, вследствие образования окалины, зависит от степени и продолжительности нагрева, от величины болванки и от количества повторительных нагревов. Для первого нагрева, в зависимости от диаметра, угар составляет от 1½ до 3%, для каждого последующего подогрева болванка теряет по весу около 1%.
А. Ржешотарский. Δ .
| "БРОКГАУЗ И ЕФРОН" >> "К" >> "КО" >> "КОВ" |
Статья про "Ковка" в словаре Брокгауза и Ефрона была прочитана 1648 раз
| Коптим скумбрию в коробке |
| Салат тофу |
TOP 15
- Волос
- Проно
- Степные животные
- Гимнастика
- Индийский океан
- Архитектура
- Сравнение, в литературе
- Манда
- Клитры
- Колесование
- Испарение
- Травоядные животные
- Оплодотворение у pacтений
- Вредные насекомые
- Электризация тел