
БНБ
"БРОКГАУЗ И ЕФРОН" (121188)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Канатное производство
Определение "Канатное производство" в словаре Брокгауза и Ефрона
Канатное производство
Канатное производство
— известно с самых древних времен и у всех народов; составляет один из важных видов промышленности как кустарной, так и фабричной. Фабричное производство встречается обыкновенно в приморских городах, каковы, напр., Марсель, Тулон, Венеция, Петербург, Одесса и т. п., кустарное же распространено в земледельческих местностях и, представляя большое значение для народного хозяйства, занимает крестьянские семьи в свободное от полевых работ время. У нас в России этот промысел распространен во многих губерниях, особенно Тверской, Владимирской, Орловской и др., хотя и не так широко, как можно было бы желать ввиду огромного вывоза за границу идущей на производство К. пеньки. Весь вывоз К. изделий из России составляет 270343 пд. на 1677594 р., тогда как Германия в 1890 г. вывезла этого товара, приготовленного из нашей пеньки, 271370 пд. на 2720000 р., т. е. товара более высокого качества. Кроме внутреннего рынка, потребителями К. товара являются: Англия, Бразилия, Нидерланды и Франция. — К. производство слагается из приготовления товаров, начиная от тонкого шнура или бечевы до кабельного каната включительно с различными уклонениями в сторону, как, напр., приготовление самих нитей, служащих для фабрикации этих товаров. В предлагаемой статье говорится: 1) о материалах для производства и об обработке их в сыром виде; 2) о приборах, употребляемых для осуществления той или другой операции производства; 3) о процессе самого производства преимущественно у нас в России; 4) о главнейших разновидностях самого товара.
1) Материалы для К. производства и обработка их, В настоящее время К. изделия приготовляются или из различных растительных волокон, или из железных и стальных проволок; последние не входят в предмет сообщаемых ниже данных (см. Кабели). Из различных растительных материалов самым лучшим считается наша русская или вообще европейская пенька, представляющая лубяную ткань стебля обыкновенной конопли (Cannabis sativa). На международных рынках конкурентами ее являются также: ост-индская пенька, или сунн (Sunn), выделываемая из бобового растения Crotalana juncea в Ост-Индии и вывозимая оттуда преимущественно в Англию; новозеландская пенька, добываемая из длинных листьев льнообразной лилии Phormium tenax в Новой Зеландии (очень хороший материал, встречающийся в виде двух сортов, светло-волокнистого и темно-волокнистого); манила и джут, вывозимые в Европу необработанными в виде двух сортов — светло-желтого и коричнево-желтого, волокна которых так же длинны и крепки, как и пенька. Есть еще много других волокнистых веществ, вывозимых из Мексики, Вест-Индии и Южной Америки: таковы, напр., добываемые из растений Agave americana, Agave vivipara, Agave sisalana, Fourcroya gigantea, Bromelia Pinguin, Bromel i a Karatas и Pitta de Luataca. Однако все они в том или другом отношении уступают пеньке; напр. последние материалы, сходные с джутом, равно как и самый джут дают канаты, которые под водою портятся скорее пеньковых. Лен редко идет для выработки К. товаров, так как слишком дорог и употребляется разве только на самые тонкие изделия. Являясь главным материалом для производства не только у нас в России, но также и за границей, обыкновенная наша пенька в окончательно обработанном виде встречается в следующих сортах, отличающихся между собой по цвету: высший сорт имеет серебристо-серо-зеленоватый цвет; следующий за тем (тоже очень еще ценный) сорт обладает желтоватым оттенком; потом идут уже менее дорогие сорта более темных оттенков. Причина преобладающего употребления этого материала заключается в том, что рядом с дешевизной волокна его обладают большой длиною (до 1 ½ арш.) и крепостью. Но для прядения ниток, идущих на канаты, пенька покупается обыкновенно в необработанном виде, т. е. в том состоянии, в каком она получается сельскими хозяевами из конопли после мочки последней, сушки, мятья для отделения древесины и грубого трепания (см. Пенька). Так как в этом состоянии в ней содержится еще много мелких кусочков древесины, или так назыв. кострики, и, кроме того, самые волокна держатся склеенными пучками, то предварительно пускания в производство ее подвергают трепанью и ческе, по крайней мере тогда, когда производят товар высшего достоинства.
А) Трепание имеет целью освободить пеньку возможно больше от кострики. Несмотря на усилия техники, до сих пор не изобретено такой машины, которая работала бы быстро и так хорошо, как опытный рабочий на ручных трепалках или козлах, которые и употребляются предпочтительно с этою целью повсеместно. Эти козлы состоят из толстого деревянного бруска, служащего основанием, шириною в 15-18", толщиной в 8-9" и длиной в 3½—4", в котором с одного конца укреплена в вертикальном положении доска толщиною в 1—1½", шириной в 10-12" и вышиной в 3½"; на верхнем конце своем эта доска имеет полукруглую вырезку в 4-5" ширины и 3 ½ — 4" глубины для закладывания пеньки. Самое трепание производится посредством инструмента, называемого трепалом, — деревянный нож длиною в 2", шириною в 4-5" и толщиною посередине ½"; от середины к концам ширина уменьшается, так что края образуют затупленные лезвия. Трепальщик берет пучок необработанной пеньки, и если в нем окажутся перегнутые, ломаные и спутанные стебли, то все это выравнивает, затем, вложив пучок корневым концом в вырез доски так, чтобы свешивалось немного более половины его, и придерживая левою рукой, трепалом в правой руке ударяет по свесившемуся концу; левая рука при этом не должна оставаться в бездействии, так как необходимо постоянно поворачивать пучок и подводить под действия трепала еще не обработанные части, тщательно оберегая в то же время от новых ударов части уже протрепанные, во избежание порчи волокон. Действуя трепалом, должно удары его направлять не вертикально, а несколько вкось. Окончив с одним концом пучка, перекладывают его другим концом и обрабатывают таким же образом. Отложив готовый пучок в сторону, трепальщик принимается за новый, когда же и этот будет готов, он соединяет его в одно с первым, и этот двойной пучок снова обрабатывается окончательно. Хороший трепальщик может обработать начисто в день до двух пудов пеньки. От знания трепальщиком своего дела зависят выходящие окончательно относительные количества чистого волокна и кудели из одной и той же пеньки. Многие техники высказываются совсем против трепания, небезосновательно полагая, что при этой операции волокна теряют отчасти свою прочность. Мнения, однако, в этом отношении настолько различны, что трудно вывести из них положительное убеждение; так, напр., такие важные центры К. производства, как Тулон и Марсель, подвергают при производстве канатов тщательно промятую пеньку впрямо чесанию, между тем как всемирно известные фабрики в Бресте и Венеции всегда применяют трепание. Самое лучшее в данном случае — руководиться тем, насколько жестка сама пенька и на какой именно К. товар пойдет она: если, напр., от товара требуется только прочность, а гибкости не надо, то лучше не применять трепание; если же, наоборот, товар назначается бегать по шкивам, барабанам, воротам и т. д. или служить для обвязывания тюков, то трепание необходимо, с целью сделать волокна более гибкими.
Б) При ческе пеньки удаляются последние остатки кострики и, кроме того, склеенные пряди разделяются на более тонкие (элементарные) волокна. Эта операция производится на гребнях, имеющих вид бороны и прикрепляющихся к столу в горизонтальном положении зубьями кверху. Острия зубьев расположены на плоскости в шахматном порядке, большей частью бывают четырехгранными и располагаются так, чтобы при ческе навстречу волокнам подставляли не грани зубьев, а ребра. Большей частью применяют четыре различные гребня. Первый гребень имеет зубья в 12-13" длины и 6/12 — 7/12" толщины в основании и служит главным образом для удаления кострики, если пенька не подвергалась предварительно тщательному трепанию. Второй гребень, с зубьями 7-8" длины и ½" толщины в основании, острия которых находятся в расстоянии 1¼" друг от друга, назначается для разделения прядей волокон (на многих фабриках на этом гребне и кончают чесание). Третий гребень имеет зубья 4-5" длиною, 5/12" толщиной в основании и расстояние остриев друг от друга в 1"; прочесанная на нем пенька идет на выделку товара, требующего гибкости. Четвертый гребень с еще более мелкими зубьями, установленными друг от друга на еще меньшее расстояние, применяется лишь в исключительных случаях. Чесание также требует большого навыка, как и трепание. При протаскивании пеньки через гребень очень легко поранить руку об острия зубьев; вследствие этого середина пука бывает обыкновенно хуже прочесана, чем концы, так что приходится делать дочистку на особом инструменте, называемом скобелем; это — нож длиною 2", шириною 3-4", имеющий концы, загнутые в виде рогов месяца, которыми он крепко вбивается в вертикальный брус, притом — острием к последнему. Дочистка производится так: взяв пучок пеньки, рабочий продевает его между острием ножа и бруском, а затем, действуя двумя руками, обрабатывает середину пучка. После этого пенька еще несколько раз слегка пропускается через третий гребень. При чесании пеньки из нее получаются три сорта: 1) высший сорт из волокон, чисто обработанных, длиною 2-4"; 2) второй сорт из чисто выработанных волокон длиною 10-12"; 3) низший сорт, или кудель, состоящий из волокон длиною от 3-9". Все эти сорта и употребляются для приготовления основного К. товара — пеньковых нитей [ Прежде употребления на прядение нитей во Франции прочесанную пеньку часто еще выравнивают и вытягивают посредством особых машин, состоящих из системы металлических валов, между которыми она прокатывается и получает, кроме того, известное натяжение, благодаря чему пучки ее получают большую однородность.]. Если прочесанная пенька не пускается непосредственно в производство, то хранение ее должно производиться в хорошо вентилируемом сарае, который не должен быть ни очень сух, ни очень влажен, ни освещен, так как некоторое небольшое количество влаги делает ее волокна более мягкими, а от солнечных лучей она выцветает.
2) Аппараты для производства канатов. При производстве К. товаров вообще имеет место такой порядок: из пеньки прядутся нити, затем последние свиваются в шнуры, потом из шнуров вьют веревки и, наконец, из веревок — канаты. Так как при всех этих операциях производится то или другое свивание, то главные аппараты на К. фабриках суть свивающие. Но рядом с ними необходимы еще различные вспомогательные приспособления. Кроме того, и те, и другие бывают то ручные, то большие заводские.
А). Простейший из свивающих аппаратов — переносный; он состоит из махового колеса, поставленного вертикально и приводимого в движение рукою за приделанную к его оси рукоятку; это движение передается посредством круглого ремня или веревки на другое колесо, поставленное тоже вертикально, но имеющее гораздо меньший диаметр; в центре этого колеса вставлен прочно железный крючок, который и получает при движении маховика довольно быстрое вращение; очевидно, если прикрепить к этому вращающемуся крючку прядь пеньки и натягивать другой конец ее пальцами, она скрутится в нить; если же прикладывать к концу последней новую прядь и отступать задом, то скрутится и эта новая прядь и нить таким образом удлинится. Если бы к крючку привязали пучок готовых нитей, то, натягивая его руками и отступая постепенно задом, скрутили бы его в шнур. Поступая таким же образом с пучками шнуров или веревок, получили бы веревку или канат. Обыкновенно один рабочий вращает маховое колесо, а другой ведет скручивание. На том же принципе устроены и усовершенствованные свивающие аппараты, с той лишь разницей, что они более солидно сделаны и имеют несколько вращающихся крючков или веретен. Подобный аппарат (фиг. 1, 2, 3) состоит из вкопанного в землю столба d, имеющего в верхней своей части глубокий паз h, в который входит конец бруска d'; для большей прочности он охвачен двумя железными обручами е; брус d' может быть поднимаем и опускаем по желанию, что достигается посредством клинообразных подкладок, забиваемых под него внизу паза h; этим приспособлением удерживается в надлежащем натяжении бесконечный ремень, передающий движение от махового колеса веретенам (шпинделям).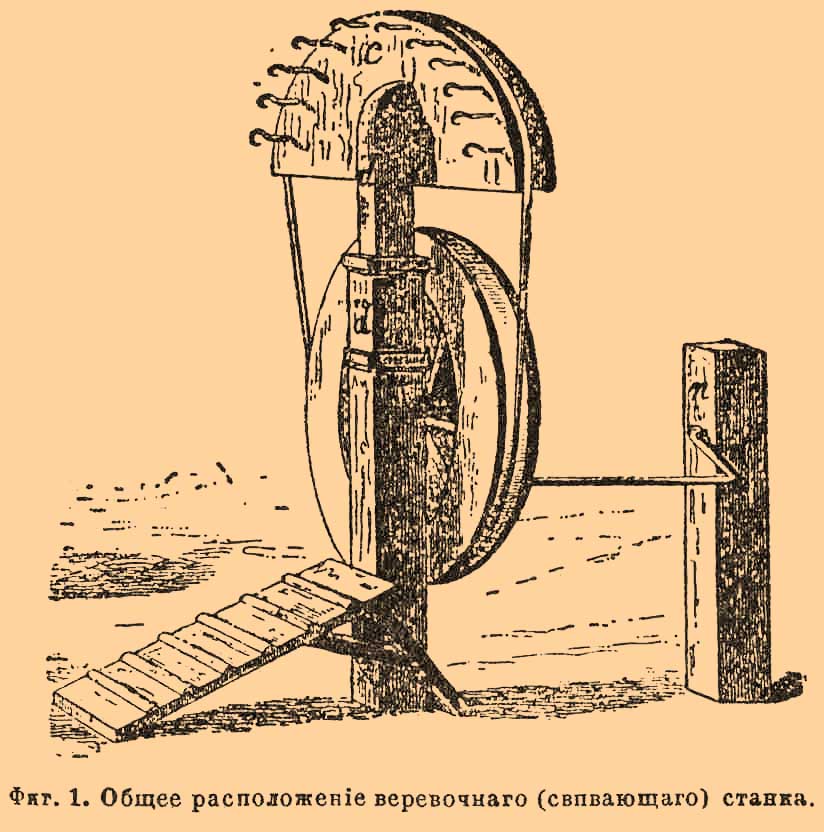
Фиг. 1. Общее расположение веревочного (свивающего) станка
К верхней части бруска К прикреплены два дощатых полукруга, поставленных вертикально на расстоянии 4-5" друг от друга; между этими полукругами по окружности, в особых гнездах с подушками из твердого дерева вставлены и вращаются веретена (фиг. 3 представляет два рядом стоящие веретена сверху).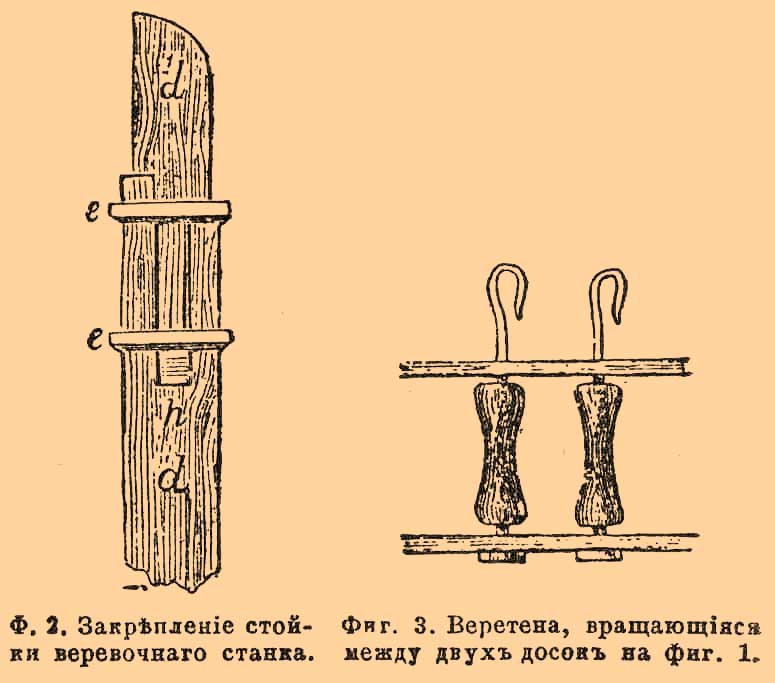
Фиг. 2. Закрепление стойки веревочного станка
Фиг. 3. Веретена, вращающиеся между двух досок на фиг. 1
Число их бывает от 7 до 11; бесконечный ремень, передающий им движение от махового колеса, в то же время удерживает их от выпадения из гнезд, но с последней целью сверху обоих деревянных полукругов накладываются еще ремни К., которые по концам прибиваются к дереву гвоздями. Маховое колесо делается деревянным, должно быть довольно массивно и в движение приводится одним рабочим при помощи рукоятки. За границей в настоящее время гораздо в большем употреблении аппараты, в которых передача движения веретенам сообщается посредством зубчатого колеса. Устройство подобного прибора совершенно ясно из фигуры 4 прил. табл.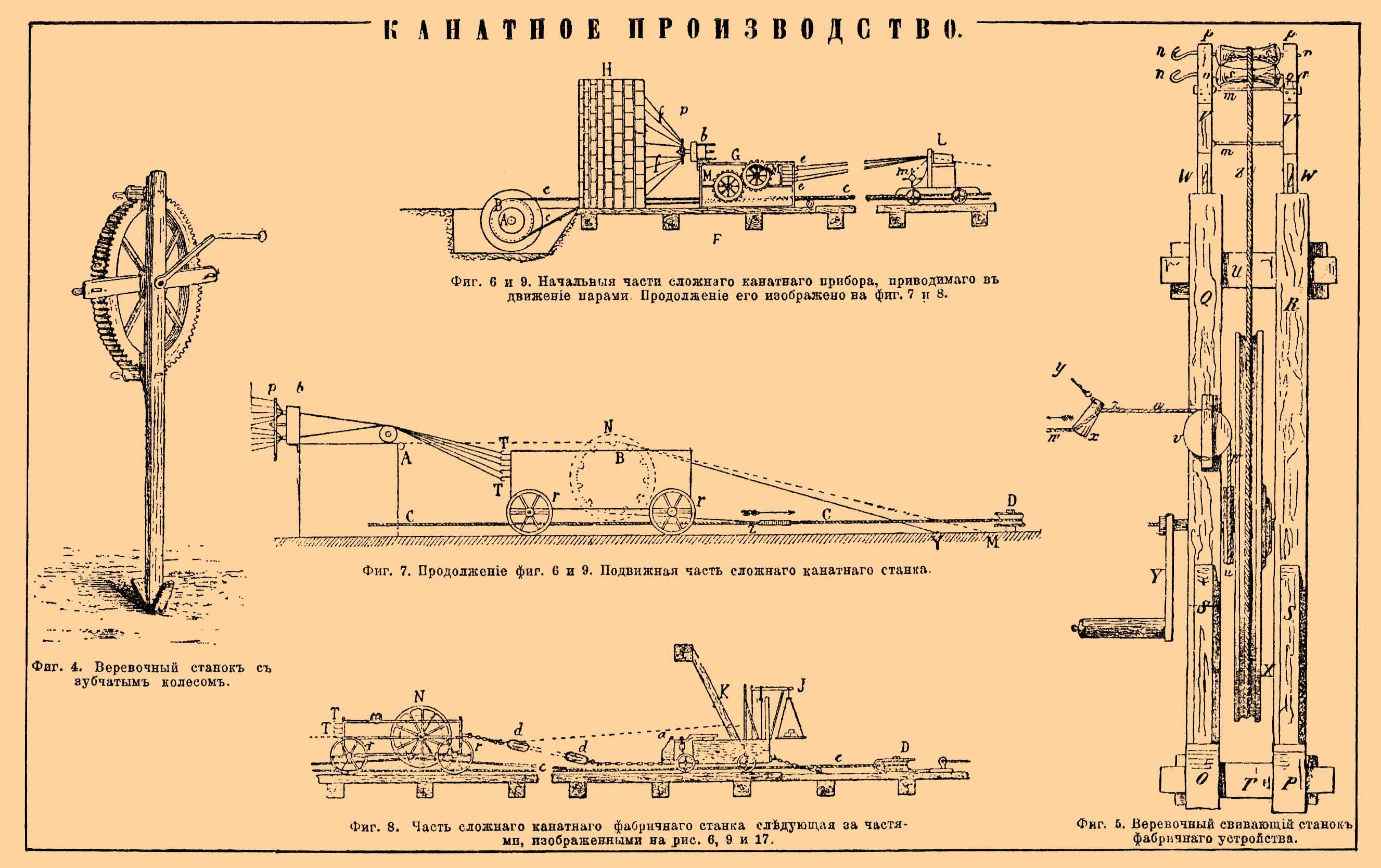
КАНАТНОЕ ПРОИЗВОДСТВО.
Фиг. 4. Веревочный станок с зубчатым колесом. Фиг. 5. Веревочный свивающий станок фабричного устройства. Фиг. 6 и 9. Начальные части сложного канатного прибора, приводимого в движение парами. Продолжение его изображено на фиг. 7. Фиг. 7. Продолжение рис. 6 и 9. Подвижная часть сложного канатного станка. Фиг. 8. Часть сложного канатного фабричного станка, следующая за частями, изображенными на рис. 6, 9 и 17.
Из простейших вспомогательных приспособлений наиболее важны следующие: 1) Когда рабочий, прядя нитку и вообще производя свивания от крючка какого-нибудь веретена, постепенно, задом отступает от аппарата, то наконец свиваемый предмет от собственной тяжести начинает отвисать до полу, чем нарушается равномерность его натяжения, а с другой стороны, он пачкается. Чтобы избежать этого, через каждые 6 саж. подставляются подпорки, которые снабжены зубьями наподобие грабель; на эти грабли между зубьями свиваемые пряди и принимаются, не спутываясь между собой. Такие подпорки или втыкаются в землю, или прикрепляются к стене на шарнирах. 2) При свивании скручиваемый пучок нитей должен быть натянут с противоположного конца; кроме того, этот конец вследствие укорачивания от кручения должен быть подвижен в направлении к вращающемуся крючку. То и другое осуществляется перекидыванием этого конца пучка через блок и подвешиванием к нему соответствующей величины груза, называемого отвесом. Для той же цели затем часто употребляются салазки, на которые накладывается известный груз из камней. При укорачивании свиваемого товара они нижней своей частью скользят по полу и таким образом подвигаются к свивающему аппарату. 3) Наконец, чтобы наматывать свиваемые предметы по мере их изготовления, употребляются различные катушки или валы с крестовинами на концах, которые бывают то переносные, то постоянные.
Б) На более благоустроенных фабриках употребляются более сложные аппараты. Свисающий аппарат более сложной конструкции, вполне аналогичный с описанным выше (фиг. 1), изображен на фиг. 5 табл. В верхней части механизма находятся 4 веретена, сделанные из железа и приводимые в движение бесконечным ремнем, идущим от махового колеса; если нужно сообщить одному или двум веретенам вращение в обратную сторону, то для этого стоит только переместить ремень сверху под веретена, что легко сделать, так как последние, чтобы не могли выскакивать во время работы, прижимаются к подушкам железными бюгелями po, прикрепляемыми к доскам v посредством колец, сняв которые, легко откинуть бюгели назад и затем, по желанию, вынуть веретена. При аппарате имеется целый набор веретен с деревянными валиками различных диаметров для того, чтобы можно было изменять скорость их вращения. Кроме того, на этом аппарате есть еще приспособление для приведения его в движение одним и тем самым работником, который производит свивание. Приспособление это состоит в следующем: на вал махового колеса х насаживается шайба и с желобом, по которому ходит веревка w; последняя, охватывая шайбу снизу, проходит через две другие вращающиеся желобчатые шайбы v, находящиеся с обоих боков стойки q основного станка. Концы веревки w затем параллельно направляются к противоположному концу помещения, где охватывают подобную же желобчатую шайбу, вращающуюся горизонтально, образуя таким образом бесконечную веревку, бегающую по всем означенным шайбам. Чтобы работник во время свивания мог сам тянуть за описанную бесконечную веревку для приведения в действие маховика, стоит только прицепить последнюю с помощью добавочной веревки у к его правому плечу; но, чтобы в то же время в случае надобности остановить работу он мог подходить к аппарату, не оцепляя бесконечной веревки, это прикрепление делается через посредство особого приспособления х, состоящего из роговой колодки с 3"-м косым каналом z, через который и пропущена бесконечная веревка; очевидно, при удалении от аппарата в направлении стрелки это приспособление своим трением тянет веревку w и тем самым приводит в движение маховик, при обратном же движении оно свободно скользит по w, и маховик остается в покое. Вспомогательный к описанному аппарат для натягивания свиваемых предметов и для докручивания их имеет такое же устройство; на веретена его эти предметы цепляются противоположными концами, и сам он ставится в противоположном конце помещения; отличается от предыдущего тем, что имеет колеса для передвижения по мастерской в направлении к главному свивающему аппарату по мере укорачивания скручиваемых изделий; кроме того, весь станок его не столь солиден. Таким образом, на более благоустроенных фабриках все производство группируется около двух сходных аппаратов, из которых один неподвижный, а другой подвижный.
В) На больших К. фабриках применяются машины, приводимые в движение паром, гораздо более сложного устройства, но зато и более целесообразные. Принцип их конструкции, однако, тот же самый. Фиг. 6, 7, 8 и 9 табл. изображают более употребительные свивающие и вспомогательный из таких заводских. машин. Все они располагаются по длине здания друг за другом (в таком порядке: № 6, № 9, № 7 и № 8) и приводятся в действие через посредство одной общей бесконечной веревки. От паровой машины, находящейся в конце длинного помещения (от 150 до 200 саж.), приводится в движение вал А с желобчатым шкивом B, по которому бегает бесконечная веревка сc, проходящая вдоль всего помещения, огибая другой шкив на противоположном конце здания и попутно приводя в движение шкивы всех применяемых механизмов. Прежде всего от него сообщается вращение шкиву неподвижного станка G, имеющему приспособление вроде руля, посредством которого его можно, по желанию, или заставлять вертеться в связи с осью, или дать отдельное от оси вращение. С одной стороны станка G находится коробка H с рамой внутри, на которой на осях в несколько ярусов расположены бобины с нитками, предназначенными для свивания. В верхней части станка G находятся два штатива с 4 чугунными трубками, со входной стороны расширенными, через которые протягиваются пучки ниток; перед каждым из штативов находится по железной доске p с группами дырочек для прохода нитей, расположенными в виде концентрических кругов, притом так: в центре находится 1 дырочка, затем, постепенно удаляясь по окружности, 7, 14, 21, 28 дырочек и т. д.; таких групп 4, соответственно числу трубок; эти концентрические группы дырочек необходимы для того, чтобы нити поступали в трубочки совершенно ровно и параллельно. Так как при свивании морского К. товара применяется просмаливание нитей, то для размягчения смолы и лучшего прилегания нитей друг к другу чугунные трубки вставляются в бассейн, в котором постоянно протекает горячая вода. На станке G, далее, имеются веретена ее для свивания, которые приводятся в движение лишь после того, как группы нитей по выходе из вышеозначенных трубочек будут протянуты до противоположного конца здания и после прикрепления там к веретенам вспомогательного подвижного станка будут прицеплены к указанным веретенам ее; таких веретен имеется 3 группы, по 4 в каждой, так что можно свивать сразу 3 веревки; они приводятся в движение посредством зубчатых колес ММ и зависящих от этих шестерней; особое приспособление позволяет давать вращение в ту и другую сторону. Вытягивание нитей через трубки при образовании шнуров производится помощью подвижного станка В (фиг. 7 табл.), двигающегося действием бесконечной веревки ее по рельсам на 4 колесах rr, который в то же время, как вспомогательный аппарат, служит и для свивания. На этом станке находится большое колесо N с цевками на винтах, могущими перевинчиваться в имеющиеся на колесе концентрически расположенные гнезда, дальше или ближе к центру, если нужно получать большую или меньшую скорость вращения. От колеса N, уже посредством зубчатых колес и шестерней, приводятся в движение: во-первых — весь станок В по рельсам, во-вторых — 12 веретен TT, которым помощью особого приспособления, кроме того, можно давать вращение в ту или другую сторону. Натяжение товара во время работы свивания и регулировка его производятся помощью другого подвижного станка (фиг. 8 табл.), который на талях dd прикреплен к только что описанному станку В; от блока d идет цепь, проходящая через ролик и давящая вниз плечо рычага, который вращается около оси a, а другим своим концом упирается в площадку десятичных весов. Свободный конец веревки da, проходящий через блоки талей (на рисунке обозначен пунктиром), завертывается за деревянную стойку К. и удерживается одним из рабочих в руке. Если на чашку весов I положить определенный груз, то получится как бы веревочный тормоз, сопротивление которого условливается этим грузом; при работе наблюдают, чтобы коромысло весов всегда было горизонтально, и рабочий, держащий за свободный конец веревки dа, постепенно отпускает его, если замечает, что чашка весов с грузом поднимается вверх. Наконец, по рельсам ходит употребляемая при фабрикации толстых канатов повозочка L для помещения так назыв. конуса (см. ниже); чтобы при движении от действия этого конуса не было скачков, два рабочих при помощи 2 веревок удерживают повозочку и отпускают ее по мере надобности.
3) Процесс производства канатов. При больших К. произв. обыкновенно нити доставляются уже готовыми на фабрики, между тем как при кустарном производстве они выпрядаются предварительно помощью описанных выше ручных аппаратов. Мастер берет такое количество пеньки, которое хватило бы на всю длину нитки с небольшим излишком, помещая ее в передник. Скрутив начало нити и сделав из нее петлю, которую надевает на крючок веретена, затем пятясь, он начинает прядение, регулируя правой рукой толщину беспрерывно питаемого из передника пучка пеньки; в левой руке в это время он держит кусок плотного сукна или полотна, которым обхватывает довольно крепко вырабатываемую нить в пункте начала кручения. Легче и скорее прядется нитка средней толщины. Получение равномерной толщины требует большого навыка; работу свою в этом отношении прядильщик проверяет тем, что всегда берет для нитки данной длины и толщины одно и то же количество пеньки, напр. для 150-саженной нити (толстых кабельных канатов) 3 ½ фн. пеньки. Хотя существуют специальные прядильные фабрики с сложными прядильными машинами (см. Прядение), но у нас в России употребляются для К. изделий по большей части нити ручной работы.
Производство К. товаров из готовых ниток на фабриках требует длинного светлого сарая, напр. для приготовления корабельных канатов длина подобного сарая бывает от 150 до 200 саж. При производстве ручных способом нужно иметь достаточной величины ток, и работу можно производить на открытом воздухе, но только в хорошую погоду, так как пенька боится сырости. Так как весь канатный товар, идущий для потребностей флота или вообще для работы в воде, должен быть приготовлен из просмоленных нитей, то в таком случае к обычным операциям К. производства прибавляется еще просмаливание ниток. Таким образом, общий процесс собственно К. произв. (исключая приготовление нитей) слагается из след. работ: а) просмаливания нитей и наматывания их на бобины; б) превращения их после просмаливания или без оного в шнуры; в) свивания шнуров в веревки или веревок в канаты; г) окончательной отделки товара.
А) Просмаливание производится следующим образом: пучок из 12-18 нитей, намотанный на большую бобину, медленно протягивается через корытообразный сосуд, наполненный горячей или даже кипящею смолой; для того, чтобы нити не всплывали поверх смолы, в сосуде устроено колесо с желобом, нижняя половина которого находится под смолой, и пучок заставляют проходить под этим колесом; затем, дав стечь избытку смолы, каждую нитку отдельно пропускают через дыру в металлической доске для удаления лишнего количества смолы. Тогда их наматывают опять на бобины, чтобы пустить их в дальнейшую переработку, подобно простым нитям.
Б) Последующие операции свивания производятся совершенно аналогично как при ручном, так и машинном производстве, поэтому здесь опишем только, как эти операции осуществляются на более совершенных аппаратах больших фабрик (фиг. 6, 7, 8 и 9 табл.). Операция свивания известного числа нитей в шнур — называется шнурованием. Шнуры свиваются из числа нитей, делящегося на 2, на 3 или на 4, т. е. бывают из 2, 3, 4, 6, 8, 12, 16 и т. д. нитей. Для шнурования нитки одним концом прикрепляются все вместе к одному крючку веретена подвижного станка B (фиг. 7) и вытягиваются движением последнего на всю длину здания; другими же своими концами группами прикрепляются к соответствующему числу веретен неподвижного станка G (фиг. 6 табл.), находящегося на противоположном конце помещения; после этого веретена обоих станков приводятся во вращательное движение в одну сторону, обратную той, в какую совершалось прядение нитей. При этом целый пучок нитей подвергается двоякому действию: сначала каждая из этих групп схватывается в одну нить, а затем уже эти вновь образовавшиеся, более толстые нити свиваются в один шнур. Очень важно, чтобы нити в шнуре ложились рядом, по очереди, спирально и правильно, образуя строгую систему; этого бы никогда не удалось достичь без употребления так назыв. конуса, распяливающего нити у подвижного станка, ибо в противном случае часть нитей обовьется снаружи как попало, а другая часть ляжет внутри. Конус разделяет натянутые нити у подвижного станка на группы по числу работающих крючков неподвижного станка. Если шнур только из двух групп нитей, то разделение это производится посредством закладывания между ними небольшого куска дерева. При выработке шнуров из трех или четырех групп ниток употребляют конус, изображенный на фиг. 10.
Фиг. 10. Конус, применяемый для расправки нитей, дающих шнур.
Он делается из дерева и снабжен по наружной своей поверхности тремя или четырьмя дорожками о, на равном расстоянии друг от друга, в которые и ложатся группы ниток. Для удерживания его служит веревка, прикрепляемая или за кольцо, ввинченное в центре малого его основания (для малых конусов), или за пропущенную сквозь поперечину d (для больших). Конус устанавливается всегда так, что малым основанием он обращен к подвижному станку, а большим основанием к неподвижному станку. Действие его состоит в том, что, будучи в начале работы поставлен возможно ближе к подвижному станку, он делает возможным и свивание нитей или групп нитей в шнуре лишь на пространстве между ним и этим станком, причем действием самого свивания все время отодвигается по направлению к крючкам неподвижного станка; понятно, чем медленнее будет это движение, тем круче будет свит шнур; мастер удерживает его от слишком быстрого движения посредством ременной лямки, надетой через плечо и прикрепленной к вышеозначенным кольцу или поперечине. При выработке более толстого товара, как было сказано выше, для конуса употребляется особая повозочка L (фиг. 9 табл.). Если шнур слишком слабо свит, то он будет не очень прочен и скорее подвергается порче от сырости; слишком сильно скрученный теряет гибкость и делается более ломким; поэтому очень важно, чтобы мастер, регулирующий движение конуса, обладал большою опытностью относительно степени крутости свивания, какую требуется придать в каждом отдельном случае. Описанным способом получается шнур, очень чистый на вид и годящийся во всех случаях, где он сам представляет из себя уже законченный товар, не требующий особой прочности, напр. для связывания пакетов в магазинах. Если же, напротив, требуется товар хотя и не совсем чистый, но прочный, то этот способ не годится, потому что одновременно со свиванием ниток в шнур и самые нитки подвергаются кручению, между тем как именно от излишнего кручения происходит потеря в крепости. Прочный шнур получается только тогда, когда он сделан из некрученых ниток, что и осуществляют при назначении его для дальнейшей переработки в веревку и канат следующим образом: все нити с обоих концов прикрепляются к одному крючку как на подвижном станке, так и на неподвижном и свиваются в шнур или одновременным вращением в противоположные стороны веретен обоих станков, или вращением с одного какого-либо конца, причем противоположное веретено остается без вращения. Чаще применяется последний способ: нитки с бобин, расположенных в коробке H (фиг. 6), группами поступают через дырочки доски p в чугунные трубки b на неподвижном станке и затем каждая группа прямо от своей трубки закрепляется к одному из крючков подвижного станка (фиг. 7 табл.), который перед началом работы стоит совсем близко к предыдущему станку. Тогда подвижной станок, приводимый в движение бесконечной веревкой сс, медленно откатывается, вытягивая пучки нитей из трубок, а веретена этого станка в то же время своим вращением свивают совершенно ровный спиральный шнур с гладкой поверхностью.
В) Свивание шнуров в веревки и последних в канаты совершенно аналогично с описанным свиванием ниток в шнур; разница лишь в том, что здесь вместо 3-х, 4-х ниток свиваются 3, 4 шнура или 3-4 веревки, что влечет за собою изменения в величине конуса и в способе регулирования его движения (о чем было уже говорено выше). Но при простом свивании канатов середина их вследствие толщины и малой гибкости веревок оставалась бы пустою; эту пустоту непременно нужно наполнить, чем отчасти увеличивается крепость товара, а главное, он тогда не так скоро подвергается разрушающему действию влаги. Заполнение внутренней пустоты сердцевиной производится следующим образом: сердцевина, представляющая шнур или веревку толщиною около 2/3 диам. свиваемых предметов, находится намотанной на бобине в повозочке L вместе с конусом; который в этом случае по своей оси имеет отверстие и одним концом прикрепляется к крючку подвижного станка; разматываясь с бобины движением повозочки L и проходя сквозное отверстие в конусе, она ложится прямо между свиваемыми веревками. Так как сильное кручение уменьшает крепость выделываемых из шнуров веревок и канатов даже и в том случае, когда выделка этого товара производится без предварительного кручения ниток при шнуровании, то при выработке веревок и канатов степень свивания никогда не доводится сразу до полной крутости, а заканчивается на той, которая лишь предполагается, что она крайняя, хотя в действительности может быть достигнута еще большая. Последняя сообщается отдельною операцией — докручиванием товара: один конец веревки или каната надевается на вращающийся крючок подвижного станка, концы же составляющих их шнуров или веревок прикрепляются к веретенам неподвижного станка, которые оставляются не вращающимися; движение вращающемуся крючку дается такое, чтобы товар получал свивание в сторону, обратную тому направлению, по которому происходило кручение ниток при свивании их в шнур или шнуров во время свивания их в веревку. Так как при докручивании товар укорачивается, становясь толще и компактнее, то степень укорачивания его может служить мерой крутости, почему это укорачивание каждый раз доводится до отметки, до которой должен дойти подвижной станок при следовании к неподвижному, и определяется заранее или эмпирически, или посредством вычисления.
Г) Остается отделка товара, которая состоит в трении о поверхность его в натянутом состоянии каким-нибудь соответствующим предметом, для придания ему лоска. Эта операция называется шлихтованием, или полированием, товара. Шнур, как готовый товар, отделывается трением взад и вперед куском веревки из конского волоса до тех пор, пока поверхность окончательно не очистится от мелкой кострики; после этого проводят в одном направлении каким-нибудь более мягким предметом, напр. грубой холщовой тряпкой. Веревку при отделке (по окончании докручивания) сначала увлажняют мокрою тряпкою, затем протирают обрывком старого, жесткого (нетолстого) каната, потом волосяным обрывком и заканчивают полирование грубою холщовой тряпкой, проводя ею в одну сторону. Канат совсем не отделывается в готовом виде, описанным способом отделываются веревки, назначаемые для его витья [Наши кустари после вышеупомянутых операций отделки иногда прибегают еще к следующему сдабриванию товара: если шнур или веревка приготовлены из низкопробной пеньки, то протирают их во всю длину капустным или каким-нибудь другим листом, способным сообщать окрашивание в тот зеленоватый цвет, какой свойствен высокосортной пеньке, что, конечно, следует отнести к фальсификации]. Готовый; товар окончательно свертывается в клубки или круги. Свертывание в круги производится посредством особого вала с крестовинами на концах; одна крестовина по окончании наматывания удаляется, получившийся круг товара снимается, после чего последний в четырех местах перевязывают. Клубки свертываются ручным способом на деревяшках той или другой формы. В таком виде товар и поступает в продажу.
Вся сущность правильного ведения К. производства состоит в том, чтобы как можно удачнее определять всякий раз степень крутости свивания данного товара с наименьшей потерей первоначальной крепости материала. Пенька, как сказано было выше, имеет натуральную длину волокон не более ½ арш.; следовательно, для образования длинной нитки волокна должны быть много раз соединяемы в длину, что достигается посредством прядения, т. е. через соединение их в длину свиванием по спиральному направлению; при натягивании нитки они, захватывая друг друга на разной длине, так плотно прижимаются друг к другу, что образуют прочное механическое соединение, выдерживающее соответствующее напряжение, не разъединяясь. Шнур представляет подобное же собрание групп ниток, соединенных спиральным свиванием под известным углом, в результате чего получается система, обладающая еще большим сопротивлением разрыву. То же самое значение имеет свивание шнуров в веревку и веревок в канат. Опытами подтверждено, что естественная крепость волокон от свивания (даже слабого) в нитку уменьшается, а дальнейшие операции свивания в шнур, веревку и канат еще в большей и большей степени уменьшают ее. В самом деле, даже при самой совершенной фабрикации и самой выгодной крутизне свивания, которое выражает
| "БРОКГАУЗ И ЕФРОН" >> "К" >> "КА" >> "КАН" >> "КАНА" |
Статья про "Канатное производство" в словаре Брокгауза и Ефрона была прочитана 1860 раз
| Коптим скумбрию в коробке |
| Куриный суп |
TOP 15
- Волос
- Проно
- Степные животные
- Гимнастика
- Индийский океан
- Архитектура
- Сравнение, в литературе
- Манда
- Клитры
- Колесование
- Испарение
- Травоядные животные
- Оплодотворение у pacтений
- Вредные насекомые
- Электризация тел