
БНБ
"БРОКГАУЗ И ЕФРОН" (121188)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Давильное мастерство
Определение "Давильное мастерство" в словаре Брокгауза и Ефрона
Давильное мастерство — Посредством давления концом тупого, твердого "давильника" на тонкий металлический кружок, быстро вращающийся на токарном станке, искусные "давильщики" быстро изготавливают самые разнообразные полые тела вращения. Процесс "давления металлов" (Drücken, Repousser, Spinning) основан на свойстве металлов почти беспредельно изменять свою форму под влиянием давления, много переходящего за предел их упругости: тогда они начинают "течь" наподобие жидкостей. Рисунок наш представляет последовательные стадии выдавливания корпуса чайника из британского металла (см.). На шпинделе станка навинчен деревянный патрон а, на него помещен концентрически обрабатываемый кружок b1 и прижат винтом правой бабки станка через посредство подкладки с. Во время быстрого вращения кружка давильщик начинает слегка нажимать на него концом давильника e и ведет его понемногу к окружности, поддерживая край деревянной палочкою f. Оба эти инструмента опираются на подручник станка и на железные штифты, вставляемые в него, и действуют как рычаги; h и i изображают другие употребительные формы оконечностей давильников.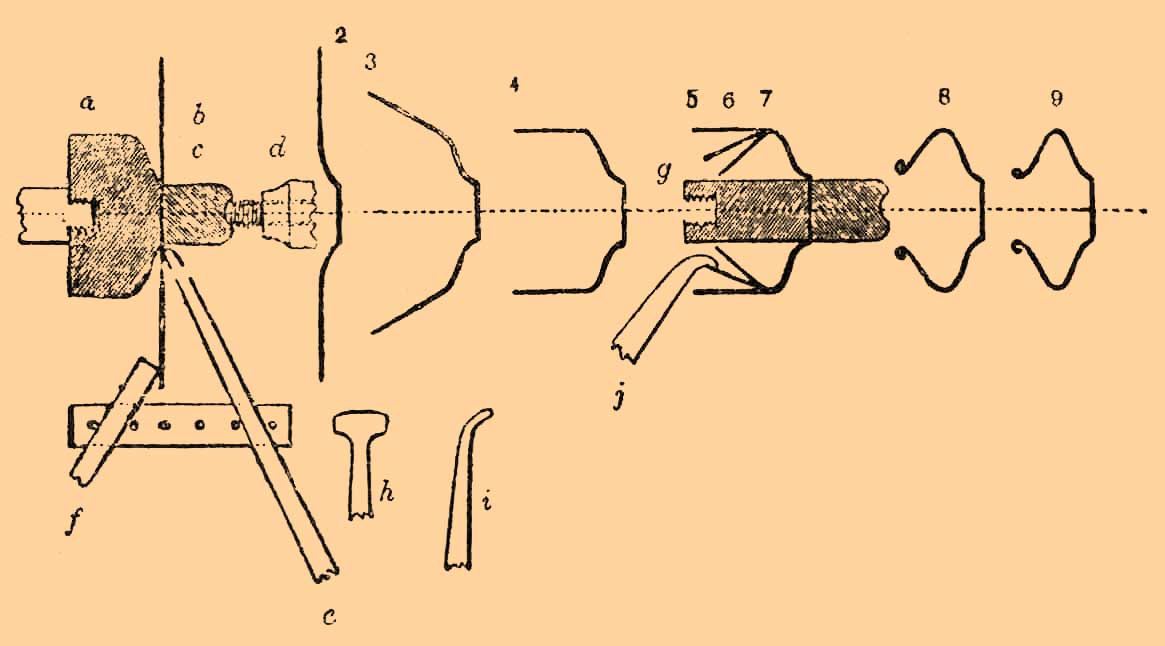
Округлый конец закаленого стального давильника прикасался бы к плоскому металлу в одной точке, если бы оба эти предмета были абсолютно неизменяемы; но уже при небольшом нажиме давление на единицу поверхности становится так велико, что мягкий металл поддается, растягивается и образует впадину. Впадина эта под влиянием вращения и надлежащего перемещения давильника переходит по спиральной линии от центра к окружности. Таким образом последовательно получаются профили 2, 3, 4, пока кружок не будет вполне "наведен" на патрон. Тогда его переменяют на другой (g на рис.), давлением снаружи последовательно получают профили: 5, 6, 7; потом крючковатым давильником i завертывают край и наконец наводят отверстие плотно на цилиндрическую часть патрона g, чтобы обеспечить правильность формы. Легче всего поддаются такой обработке мягкие сплавы олова: так делают, например, оловянные бутылочные капсюли. Цинк давится тоже легко, но его надо нагревать до шипения от прикосновения мокрым пальцем (около 150° Ц.) и работать быстро, пока металл не остыл. Красная медь, серебро и латунь не допускают "высокой" наводки без промежуточных отжигов (см.): после двух-трех проходов давильником они становятся столь упругими, что более не тянутся и начинают давать складки и трещины. Железо давится очень трудно, хотя в Англии изготовляют особый сорт очень мягкой жести, выдерживающей довольно продолжительную обработку с помощью давильников из латуни. Только тонкие листы, от 0,2 до 1 мм, обрабатываются удобно; листы от 1 до 8 мм требуют уже больше затраты механической работы, станка с сюпортом и стального колесика в виде накатки вместо простого давильника. Искусство давления металлов было изобретено, вероятно, в конце XVIII ст. в Англии, где в это время стало развиваться производство посуды из так называемого британского металла, очень удобно обрабатываемого по этому способу. В 1816 г. этот прием работы стали применять в Париже на фабриках так называемого накладного серебра; хотя его держали в секрете, но уже в 1820 г. он стал применяться в Вене и скоро стал общеизвестным. Ср. Teyschl. and H. Zoff, "Das Metalldrucken" (рус. перев. изд. "Ремесленной газеты", М., 1813).
В. Лермантов.
| "БРОКГАУЗ И ЕФРОН" >> "Д" >> "ДА" >> "ДАВ" |
Статья про "Давильное мастерство" в словаре Брокгауза и Ефрона была прочитана 1108 раз
| Коптим скумбрию в коробке |
| Луковый соус |
TOP 15
- Волос
- Проно
- Степные животные
- Гимнастика
- Индийский океан
- Архитектура
- Сравнение, в литературе
- Манда
- Клитры
- Колесование
- Испарение
- Травоядные животные
- Оплодотворение у pacтений
- Вредные насекомые
- Электризация тел