
БНБ
"БРОКГАУЗ И ЕФРОН" (121188)
- Photogallery
- Естественные науки - Математика - Технология
- Авиация и машиностроение
- Высокие технологии
- Вычислительная техника
- Нанотехнология
- Роботехника
- Энергетика
- Электроника
Витвортовы прессы и жом для стали
Определение "Витвортовы прессы и жом для стали" в словаре Брокгауза и Ефрона
Витвортовы прессы и жом для стали (см. Витворт). Мысль уничтожить пузыристость отливок прессованием жидкого металла была испробована на медном заводе общества Broughton Copper Company 20 лет ранее Витворта [В 1835 г. White в Бостоне начал применять при отливке типографского шрифта насос, вводящий жидкий металл под некоторым давлением. — Δ.]. Бессемер пробовал приложить этот же способ к стали, но опыты его были неудачны; то же самое постигло и начинания во Франции, в С-т Этьен, и в Штирии, в Нейберге, и в Златоусте, где вследствие давления около 325 атмосфер болванка была при остывании сжата на 3 дюйма и такое прессование дало уплотнение только в наружной оболочке. Те же неудачи испытали Крупп, пробовавший употребление сжиженного углекислого газа, и американец Джонес, прессовавший сталь паром под давлением 10 атмосфер. В таком положении находился вопрос уничтожения пузырей прессованием до 1870 г., когда за это дело взялся Витворт и поставил на своем заводе гидравлический пресс с паровою машиною в 100 сил, насос о шести поршнях и аккумулятор в 20 фут. высоты с нагрузкою в 4200 пудов. Устройство аккумулятора видно (схематически) справа на чертеже (фиг. 4) гидравлического жома. В трубу А входит поршень В, к которому прикреплен груз G; под давлением воды, накачиваемой машиной, груз G поднимается и является запасом работы, которую можно расходовать по желанию. Существенные части Витвортовского пресса, поставленного уже на Обуховском сталелитейном заводе (около Петербурга), видны из схематического чертежа фиг. 1 и 2.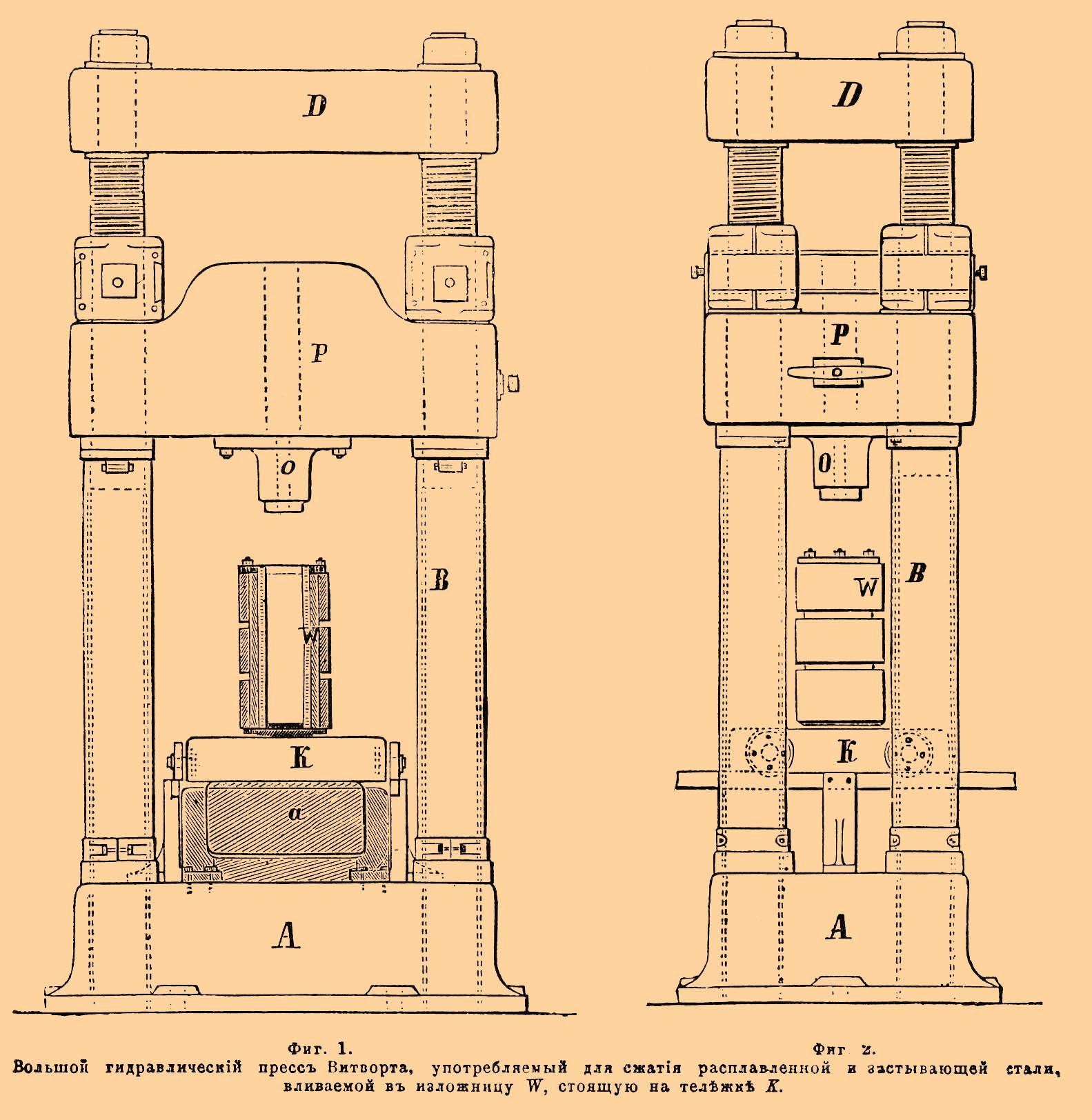
Фиг. 1, фиг. 2. Большой гидравлический пресс Витворта, употребляемый для сжатия расплавленной и застывающей стали, вливаемой в изложницу W, стоящую на тележке К.
В основную плиту А весом около 3000 пуд. вставлены 4 стальные колонны В, каждая по 500 пуд., связанные по верху доскою D около 900 пуд. На колоннах закрепляется чугунный массив в 3000 пудов Р, к которому для работы привинчивают чугунный упор О. Диаметр этого упора должен вполне соответствовать внутреннему диаметру той изложницы W, в которой прессуют сталь. Работающею частью пресса [действие работающей части пресса ничем не отличается от действия обычных видов гидравлического пресса, а потому особо не описывается (см. Гидравлический пресс)] служит верхняя часть цилиндра a, приводимого в движение насосами (на рисунке не изображенными), как в обыкновенном гидравлическом прессе. Высота подъема 30 дюйм., а площадь поршня 2000 кв. дм. На доску, прикрепленную к поршню (фиг. 2), вкатывается тележка К с изложницею W, наполненною жидкою сталью; давлением из аккумулятора или же непосредственно от насосов поршень вместе с тележкой и изложницей поднимается и нажимает находящуюся в ней сталь на неподвижно стоящий упор О. Давление, производимое прессом, наблюдают по манометру и изменяют, соображаясь как с площадью болванки, так и со скоростью застывания стали; так, напр., для 60-пудовой болванки делают прессующее усилие в 1 тонну, а для 500-пудовой в 2 тонны; для 200-пуд. болванки средней твердости (с содержанием углерода в 0,6 до 0,7) дают манометрическое давление в 1 3/4 тонны, а для такой же болванки, но более мягкой (углерода 0,4 до 0,5), как быстрее отвердевающей — в 1 7/8 тонны; отсюда давление, развиваемое прессом на всю площадь в пудах (2000x1 3/4 x62) = 217000 пуд. и (2000x1 7/8 x62) = 232000 пуд., а это при диаметре для 200-пуд. болванки = 23 3/16 дюйма (т. е. 350 кв. дюймов) дает на квадратный дюйм (1,75х2000)/350 = 9,975 тонно-дюймов, а так как тонно-дюйм (62х40)/16 = 150 атмосфер, то для средней стали (0,6 углерода) давление доходит до 1500, а для мягкой (0,4 углерода) до 1600 атмосфер. При обыкновенном литье изложницы во избежание прикипания стали к стенкам покрываются внутри тонким слоем огнепостоянной глины (красятся), изложница же для прессования внутри обкладывается рядом чугунных колосников, на которые намазывают слой в 1/2 дюйма ганистровой массы (см. Огнеупорные материалы); вследствие значительного давления, которое им приходится выносить, изложницы делаются из свинченных толстых (фиг. 2) стальных цилиндров; так, для отливки болванки в 200 пуд. изложница (без колосников и намазки) весит 500 пуд., тележка К, на которой подвозят изложницу, весит 600 пудов.
Так как расплавленная сталь вследствие малой сжимаемости жидкостей представляет почти такое же сопротивление, как и металл в твердом виде, то очевидно, что работа прессования совершается тогда, когда при отвердевании сталь переходит в пузыристое и тестообразное состояние. Вся работа весьма наглядно изображается на прилагаемой диаграмме (фигура 3, Будзинского); ординаты показывают сжатие металла, абсциссы — груз, производящий это сжатие; кроме того, ось абсцисс разделена на части, показывающие ход работы в минутах.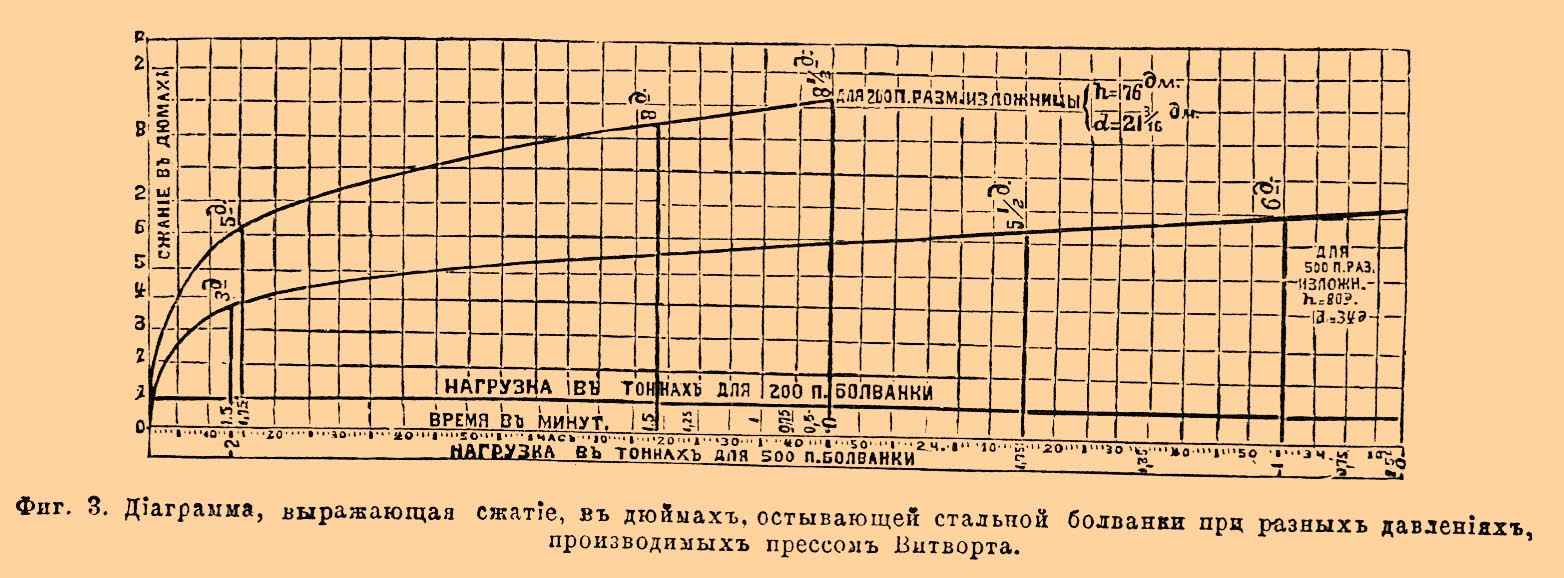
Фиг. 3. Диаграмма, выражающая сжатие в дюймах остывающей стальной болванки при разных давлениях, производимых прессом Витворта.
Из диаграммы видно: а) что при последовательном усилении давления до максимального двухсотпудовая болванка в первые 15 минут сжалась по высоте на 5 дюймов, а пятисотпуд. при тех же условиях в 13 минут на 3 дюйма; но цифры эти особого значения иметь не могут, так как до полной нагрузки имеет огромное влияние: сжатие набойки, уничтожение слабин и зазоров между колосниками и, наконец, значительный объем газа, который, прорываясь между упором и намазкою изложницы, увлекает за собою жидкую сталь, чаще всего в виде эффектного фонтана искр; б) что в конце операции при последовательном уменьшении давления сжатие все - таки продолжается, но это происходит уже не от сжатия прессом, а от охлаждения массы металла.
Как велико значение прессования для получения беспузыристых болванок (слитков), лучше всего видно из приложенного разреза (распила) двух пятисотпудовых цилиндрических болванок; обе (фиг. 4 и 5) они отлиты из регенеративной печи без добавления особых реактивов (успокоителей), но одна из них была прессована, а другая нет.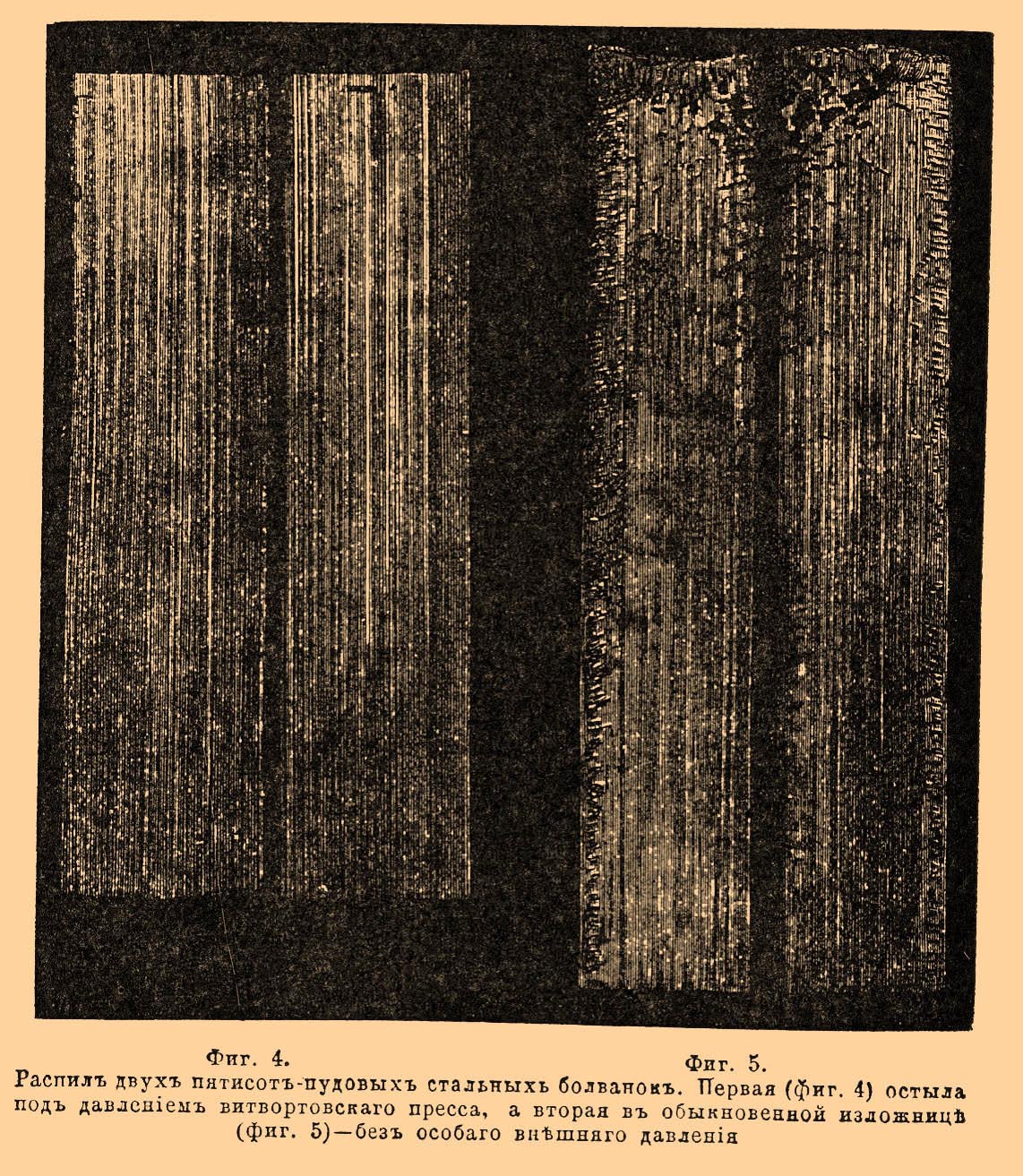
Фиг. 4, фиг. 5. Распил двух пятисотпудовых стальных болванок. Первая (фиг. 4) остыла под давлением витвортовского пресса, а вторая в обыкновенной изложнице (фиг. 5) — без особого внешнего давления.
Устройство гидравлического ковального пресса, или жома, Витворта, основанного на комбинации сильных насосов и аккумуляторов, видно на фиг. 6 и 7-й и состоит в следующем: между четырех колонн на некоторой высоте над наковальней К (фиг. 7) помещен массив Р; внутри его вставлен большой цилиндр С, поршень которого Е и есть кующая часть; поршень этот соединен с поршнями двух малых цилиндров а и а 1, также вставленных в массив, так что при работе все три поршня поднимаются и опускаются одновременно.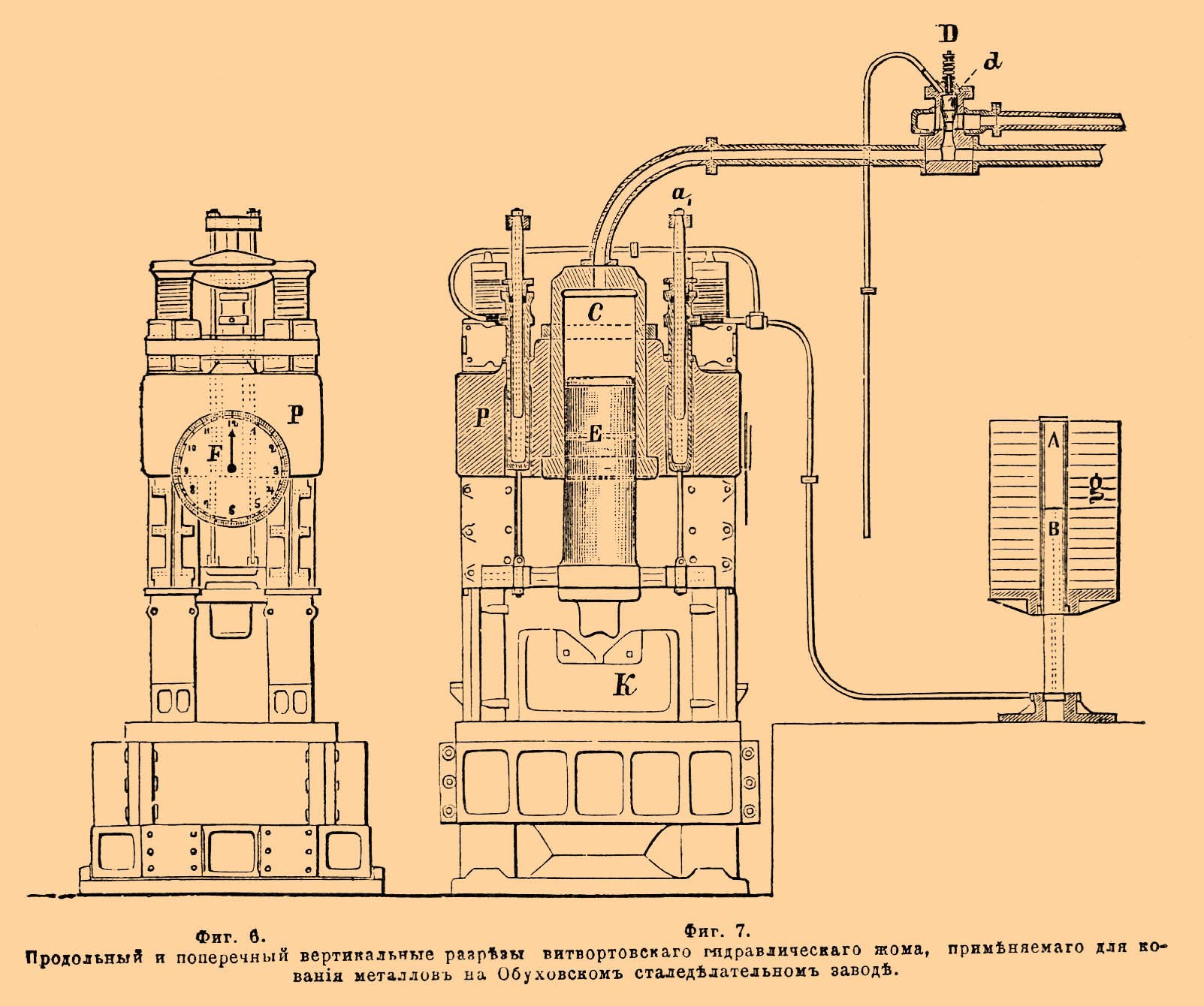
Фиг. 6, фиг. 7. Продольный и поперечный вертикальные разрезы витвортовского гидравлического жома, применяемого для кования металлов на Обуховском сталеделательном заводе.
Пространство С над поршнем большого цилиндра соединено с коробкою D, куда вгоняется насосами вода с манометрическим давлением 2 3/8 тонны. У малых же цилиндров пространство под поршнями соединено трубкою, наполненною водою, с трубою аккумулятора, груз которого уравновешен с весом всех трех поршней E, a и a 1. Самая работа ковки производится следующим образом: открывая клапан d в нагнетальной коробке, воду насосов направляют над поршень большого цилиндра, через что все 3 поршня опускаются, при этом большой поршень производит сжатие металла, лежащего на наковальне, малые же поршни давят на воду, имеющуюся под их поршнями, и этим давлением подымают уравновешенный груз аккумулятора. Если закрыть клапан нагнетательной коробки, то давление на большой поршень прекратится и тогда поднятый груз аккумулятора по закону жидкости в сообщающихся сосудах начнет опускаться, а все 3 поршня подымутся. Таким образом груз, уравновешенный с 3 поршнями, представляет собою как бы две чашки весов. Англичане эту систему даже так и называют балансир-аккумулятором. На Обуховском заводе ход поршня 9 1/2 футов, а площадь 1000 кв. дюймов; следовательно, давление, производимое при ковке (2,357 х 62 х 1000), = около 150000 пудов; уравновешивающий груз баланец аккумулятора = 2000 пудов, давление производится 4 нагнетательными насосами диаметром = 5 дюймам, ход поршня 40 д. Насосы приводятся в движение паровою машиною о двух цилиндрах (d = 36 д., ход 4 ф.), силою в 270 паровых лошадей. Пар доставляют 3 котла (диам. = 7 ф., длина 30 ф., поверхность нагрева 1026 кв. фут.), давление до 80 фунтов, машина делает от 40 до 45 оборотов в минуту; 7 оборотов маховика опускают поршень на высоту 1 фута. Так как при опускании и подымании клапана приходится преодолевать сильное давление струи воды, идущей от насосов, то поэтому движения эти делаются при посредстве особого большого аккумулятора, груз которого доходит до 8000 пудов. Для наблюдения за величиной сжатия при ковке с кующим поршнем соединена стрелка, которая указанием на циферблате F дает возможность вести ковку в размере с точностью до полудюйма. Экономическое преимущество жома над молотом видно из того, что на ковку казенной части для 12-д. пушки в 35 калибров (диаметров отверстия орудия) под 50-тонным молотом болванка в 2200 пуд. весом требовала не менее 7 выносов (нагревов в печи), так что ковка длилась в течение целой недели; для той же работы под жомом нужно всего только 2 выноса и требуются только одни сутки. Те же сравнительные результаты получались и на заводе Джон-Браун в Шеффильде, а именно: стальная болванка в 36500 кило (2280 пуд.) при отковке ее в 35 см (почти 6 д.) орудия в 36 калибров длиною обрабатывалась под 50-тонным молотом три недели, причем ей давали 33 нагрева; под жомом же Витворта силою 4000 тонн такая болванка была отделана в 4 дня при 15 нагревах. Еще более поразительные результаты получаются у Витворта при ковке на штревеле (болванка с высверленным каналом), причем масса металла в 17 тонн весом и диаметром в 49,5 д. в 15 минут доводится до 38 д. и вся работа исполняется одним мастером и двумя рабочими. При ковке предметов не столь большого веса считают, что жом уменьшает число нагревов наполовину, а продолжительность его работы = 3/4. Введением жома Витворт сильно удешевил дорогую операцию ковки больших предметов (которая под 50-тонновым молотом обходится в 50 р. за час ковки). Постановка жома в 4000 тон, не включая кранов, здания и печей, стоит около 300000 р., полная же затрата на устройство ковальной мастерской на некоторых заграничных заводах доходила до 2 1/2 миллионов рублей. Благодаря постановке жомов завод Витворта в 1886 году выделывал на своих прессах до 350 тонн (21700 пудов) еженедельно, но и этим количеством он не успевал удовлетворять отовсюду предъявляемых ему требований. До какой степени успешно шли практические дела Витворта, это видно из того, что через 36 лет со времени открытия своей сперва очень скромной (см. Витворт) мастерской, в 1869 году, он для преуспеяния механической науки пожертвовал огромный капитал в 100000 фунтов стерлингов, проценты с которого (3000 фунтов) выдаются в виде ежегодной премии; программа состязания такова, что премию могут получать одинаково как рабочий, так и изучающий дело.
А. И. Скиндер. Δ .
| "БРОКГАУЗ И ЕФРОН" >> "В" >> "ВИ" >> "ВИТ" >> "ВИТВ" |
Статья про "Витвортовы прессы и жом для стали" в словаре Брокгауза и Ефрона была прочитана 1265 раз
| Коптим скумбрию в коробке |
| Яйца в кляре |
TOP 15
- Волос
- Проно
- Степные животные
- Гимнастика
- Индийский океан
- Архитектура
- Сравнение, в литературе
- Манда
- Клитры
- Колесование
- Испарение
- Травоядные животные
- Оплодотворение у pacтений
- Вредные насекомые
- Электризация тел